Programming and Operating Manual (Turning)
186 01/2017
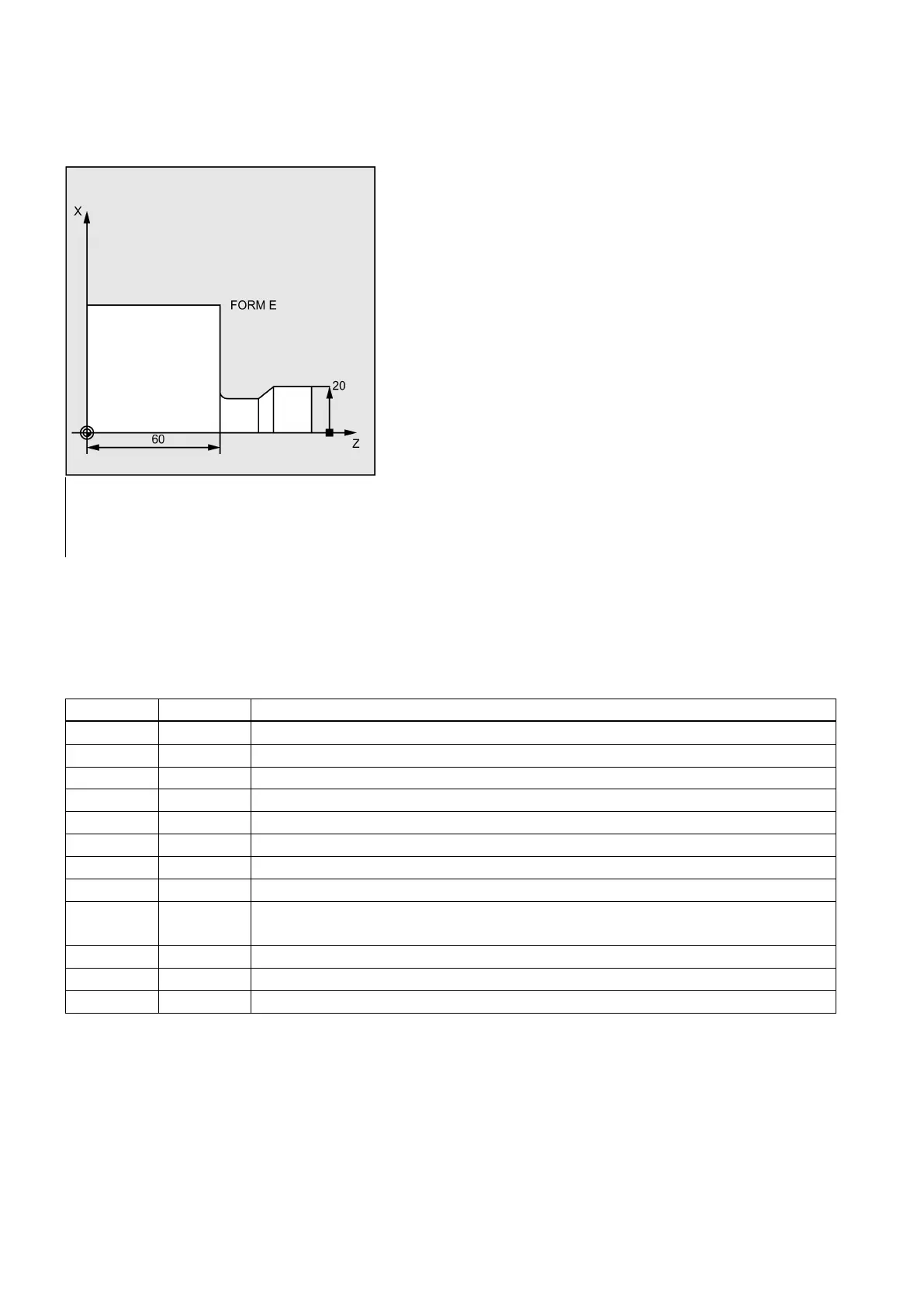
Programming example: Undercut form E
This program can be used to program an undercut of form E.
N10 T1 D1 S300 M3 G95 F0.3
; Specification of technology values
; Selection of starting position
N30 CYCLE94(20, 60, "E",)
Cutting with relief cut - CYCLE95
Programming
CYCLE95 (NPP, MID, FALZ, FALX, FAL, FF1, FF2, FF3, VARI, DT, DAM, _VRT)
Name of contour subroutine
Infeed depth (enter without sign)
Finishing allowance in the longitudinal axis (enter without sign)
Finishing allowance in the transverse axis (enter without sign)
Finishing allowance suitable for contour (enter without sign)
Feedrate for roughing without relief cut
Feedrate for plunging into relief cut elements
Feedrate for finishing cut
VARI REAL Machining type
Range of values: 1 ... 12
Dwell time fore chip breaking when roughing
Path length after which each roughing step is interrupted for chip breaking
Lift-off distance from contour when roughing, incremental (to be entered without sign)
Using the rough turning cycle, you can produce a contour, which has been programmed in a subroutine, from a blank by
paraxial stock removal. The contour may contain relief cut elements. With this cycle, It is possible to machine
internal/external contours by using face/longitudinal machining. The technology can be freely selected (roughing, finishing,
complete machining). When roughing the contour, paraxial cuts from the maximum programmed infeed depth are
programmed and burrs are also removed parallel to the contour after an intersection point with the contour has been
reached. Roughing is performed up to the final machining allowance programmed.

 Loading...
Loading...











