Programming and Operating Manual (Turning)
288 01/2017
; G&S company, order no. 12A71
; Pump part 17, drawing no.: 123 677
; Program created by H. Adam, Dept. TV 4
N40 MSG("DRAWING NO.: 123677")
; Block can be suppressed
The functions below marked with an asterisk (*) are active at the start of the program in the turning variant of the control
system, unless otherwise programmed or the machine manufacturer has preserved the default setting for the "turning"
technology.
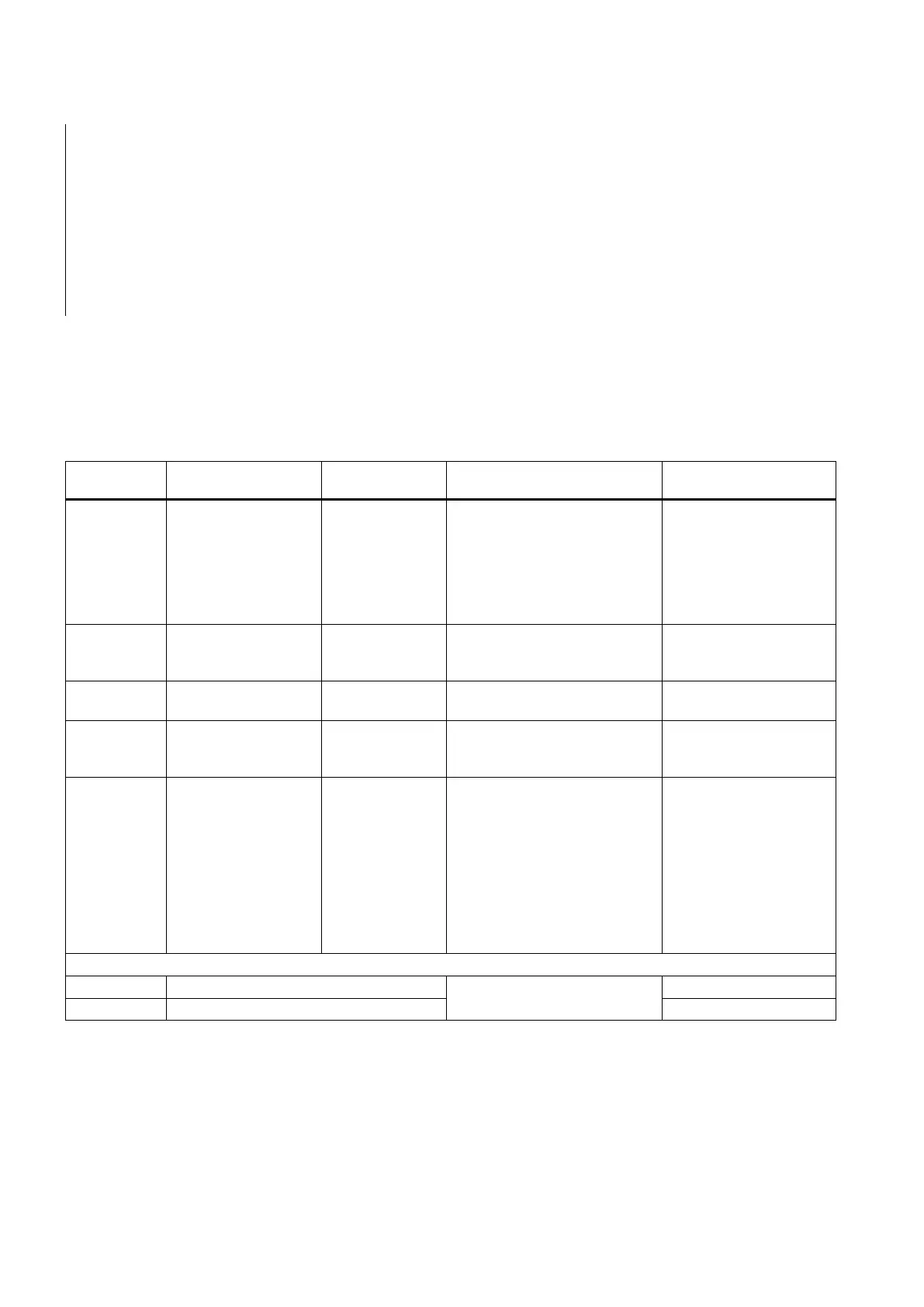
D Tool offset number 0 ... 9, only inte-
ger, no sign
Contains compensation data for
a particular tool T... ; D0 indi-
cates no compensation for the
tool, one tool activates 1~9 num-
bers, that is, one tool carries at
most nine different compensa-
tion data at the same time.
D...
F Feedrate 0.001 ... 99
999.999
Path velocity of a tool/workpiece;
unit: mm/min or mm/revolution
F...
F Dwell time (block with
0.001 ... 99
Dwell time in seconds G4 F...; separate block
F Thread lead change
(block containing G34,
0.001 ... 99
999.999
in mm/rev
2
See G34, G35
G G function
(preparatory function)
Only integer,
specified values
The G functions are divided into
G groups. Only one G function of
a group can be programmed in a
block.
A G function can be either modal
(until it is canceled by another
function of the same group) or
only effective for the block in
which it is programmed (non-
G...
or symbolic name, e.g.:
CIP
Linear interpolation at rapid traverse rate
1: Motion commands (type of
interpolation), modally effective
Linear interpolation at feedrate

 Loading...
Loading...











