Programming and Operating Manual (Turning)
24 01/2017
If the machine manufacturer has assigned the handwheel for the control system, you can skip this section and directly
measure the tool (Page 258) after activating the tool and the spindle (Page 23).
This control system provides the following two methods for assigning the handwheel:
● Assigning the handwheel through the MCP (Page 24)
● Assigning the handwheel through the PPU (Page 25)
Note
Make sure there is no obstacle when moving the tool to avoid tool collision.
Assigning the handwheel through the MCP
Precondition
MD14512[16].7 = 0 (factory default)
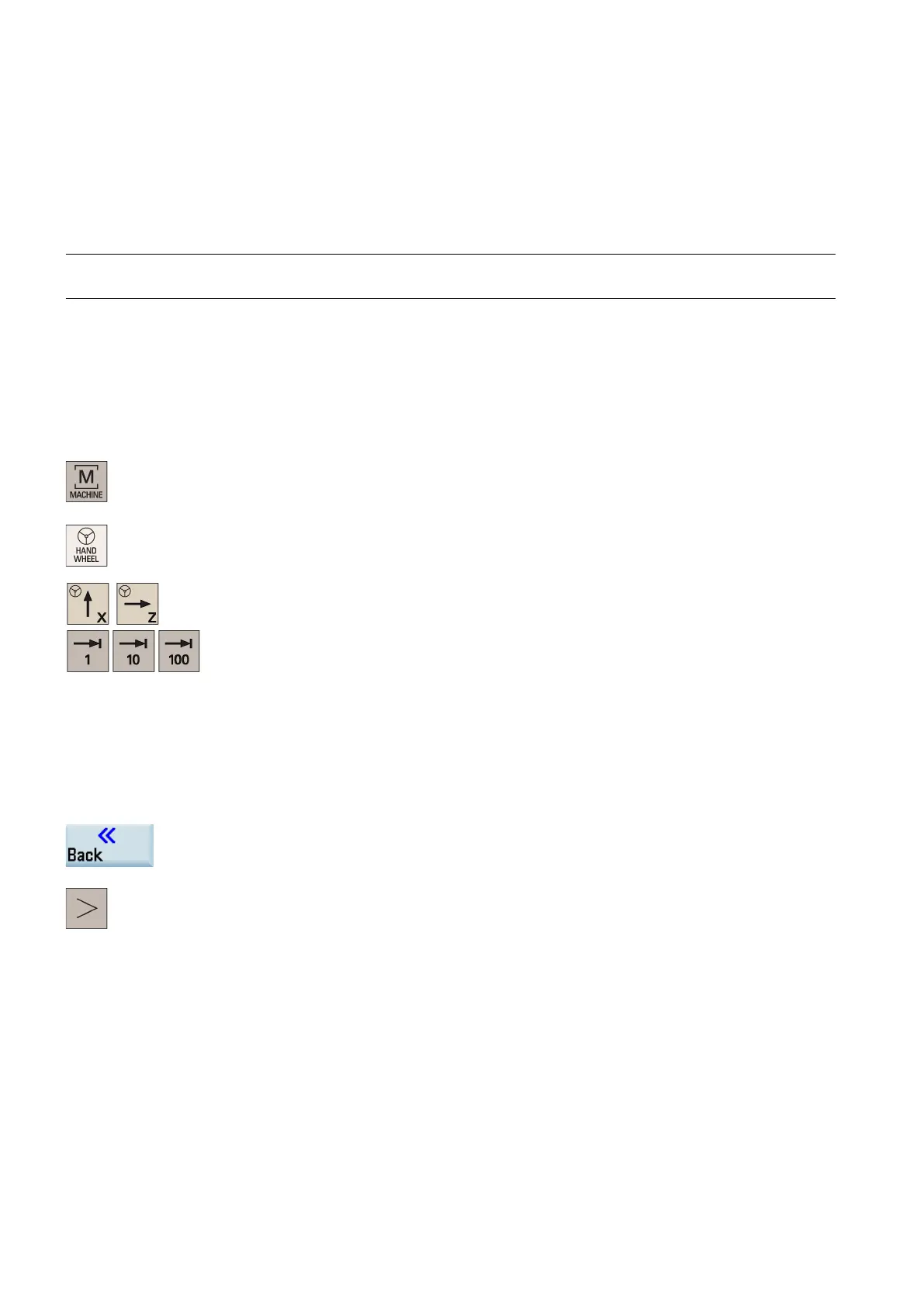
t the machining operating area.
y on the MCP to control the axis movement with external handwheels.
Press the desired axis tr
aversing keys to assign the handwheel.
Press the increment keys on the MCP to select the required override increment.
1: The override increment is 0.0005 mm (X)/0.001 mm (Z).
10: The override increment is 0.005 mm (X)/0.010 mm (Z).
100: The override increment is 0.050 mm (X)/0.100 mm (Z).
When the system is switched to REL or WCS, the override increment of the X axis equals
that of the Z axis.
Rotate the handwheel to make the selected axis approach the workpiece.
Cut the surface of the workpiece to verify the handwheel assignment.
Close the window for handwheel assignment.
Press this key to return to the main screen of the machining operating area.

 Loading...
Loading...











