Programming and Operating Manual (Turning)
01/2017
183
N10 G0 G90 Z100 X100 T5 D1 S400 M3
;Starting point before the beginning of the cycle
; Specification of technology values
N30 CYCLE93(70, 60, 30, 25, 5, 20, 10, 0, 0, -2, -
2, 1, 1, 5, 1, 5,0.2)
; Cycle call
Retraction distance of 0.2 mm programmed
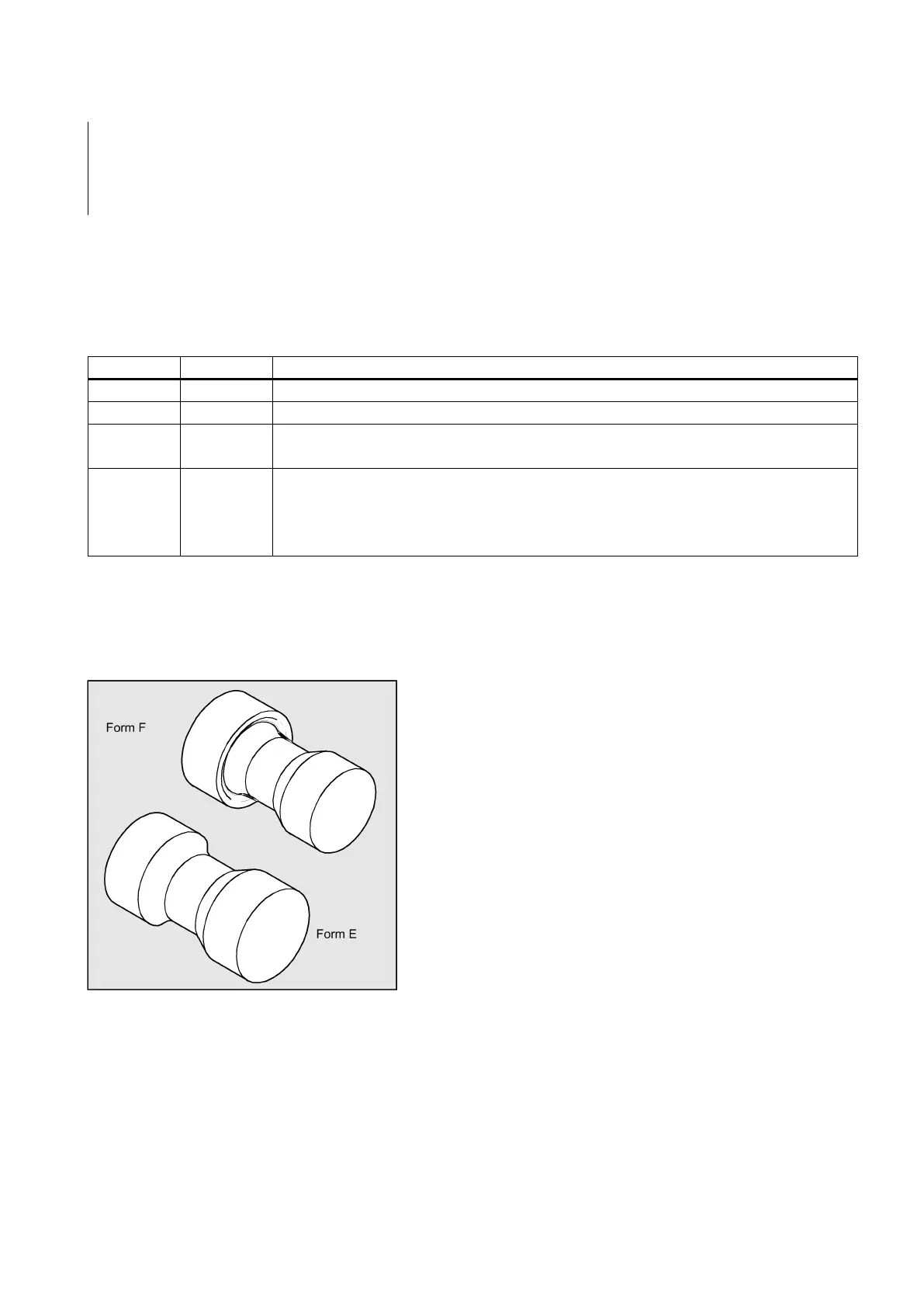
Undercut (forms E and F to DIN) - CYCLE94
Programming
CYCLE94 (SPD, SPL, FORM, VARI)
Starting point along facing axis (enter without sign)
Starting point of the tool compensation in the longitudinal axis (enter without sign)
FORM CHAR Definition of the form
Values: E (for form E), F (for form F)
VARI INT Specification of undercut position
Values:
0: according to tool cutting edge position
This cycle can be used to perform undercuts to DIN509 of forms E and F with standard requirements at a finished diameter
of >3 mm.
See the following illustration for undercut Form F and Form E:
Sequence
Position reached prior to cycle start:
The starting position can be any position from which the undercut can be approached without collision.
The cycle creates the following sequence of motions:
● Approach of the starting point determined in the cycle by using G0

 Loading...
Loading...











