Programming and Operating Manual (Turning)
172 01/2017
N10 G0 G90 X0 Z100 SPOS=0
; Approach start position
; Master spindle is now the milling spindle
; Activate TRANSMIT function
N70 CYCLE86(112, 110, , 77, 0, 2, 3, -1, 0, 1,
45)
; Cycle call with absolute drilling depth
; Master spindle is now the main spindle again
Requirements
Call and return conditions
The G functions effective prior to the cycle call remain active beyond the cycle.
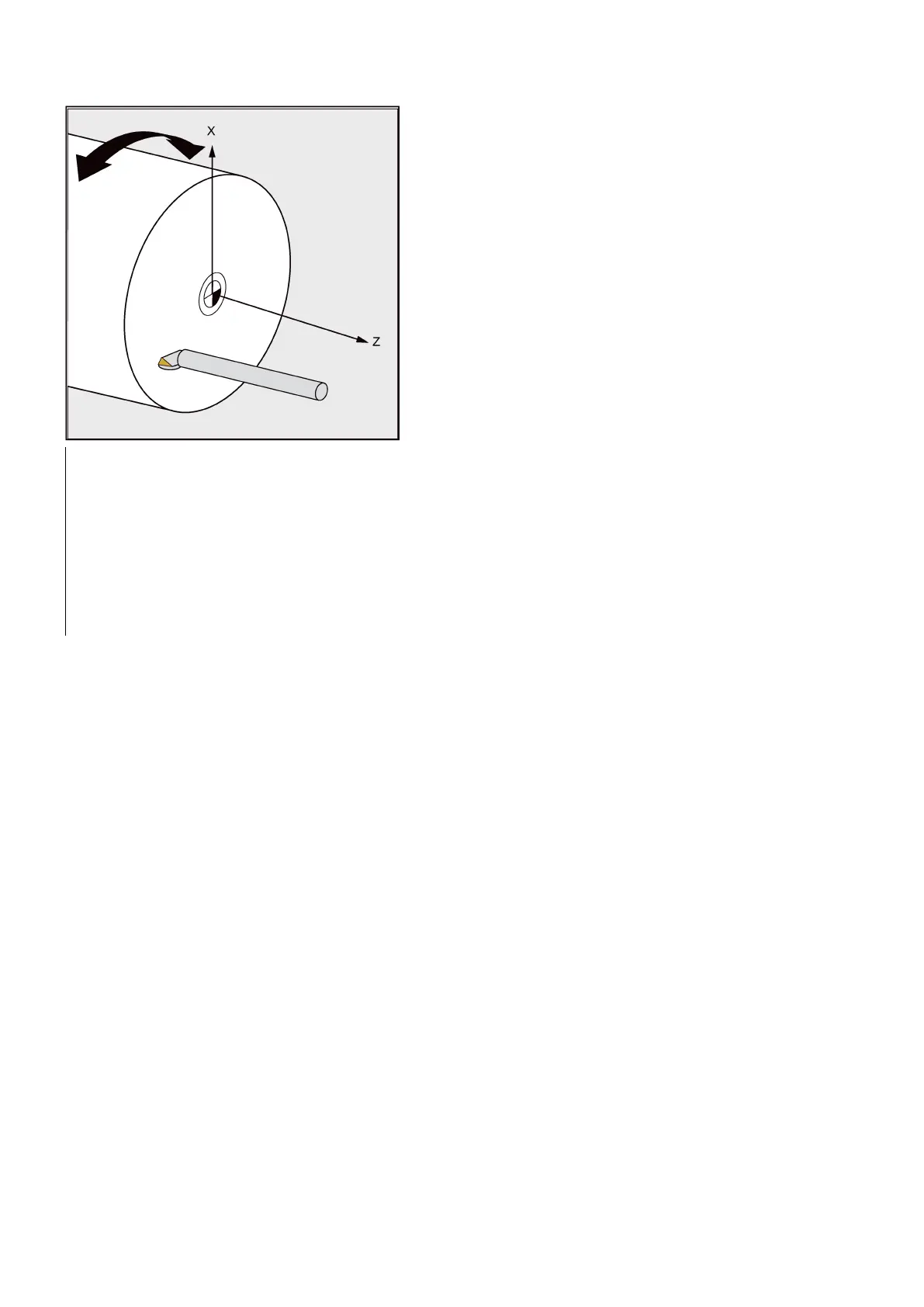
The machining plane must be defined prior to the cycle call. With turning, it is usually the G18 (ZX plane). The two axes of
the current plane in turning are hereinafter referred to as the longitudinal axis (first axis of this plane) and transverse axis
(second axis of this plane).
In the turning cycles, with diameter programming active, the second axis is taken into account as the transverse axis in all
cases.
See the following illustration for G18:

 Loading...
Loading...











