Programming and Operating Manual (Turning)
01/2017
173
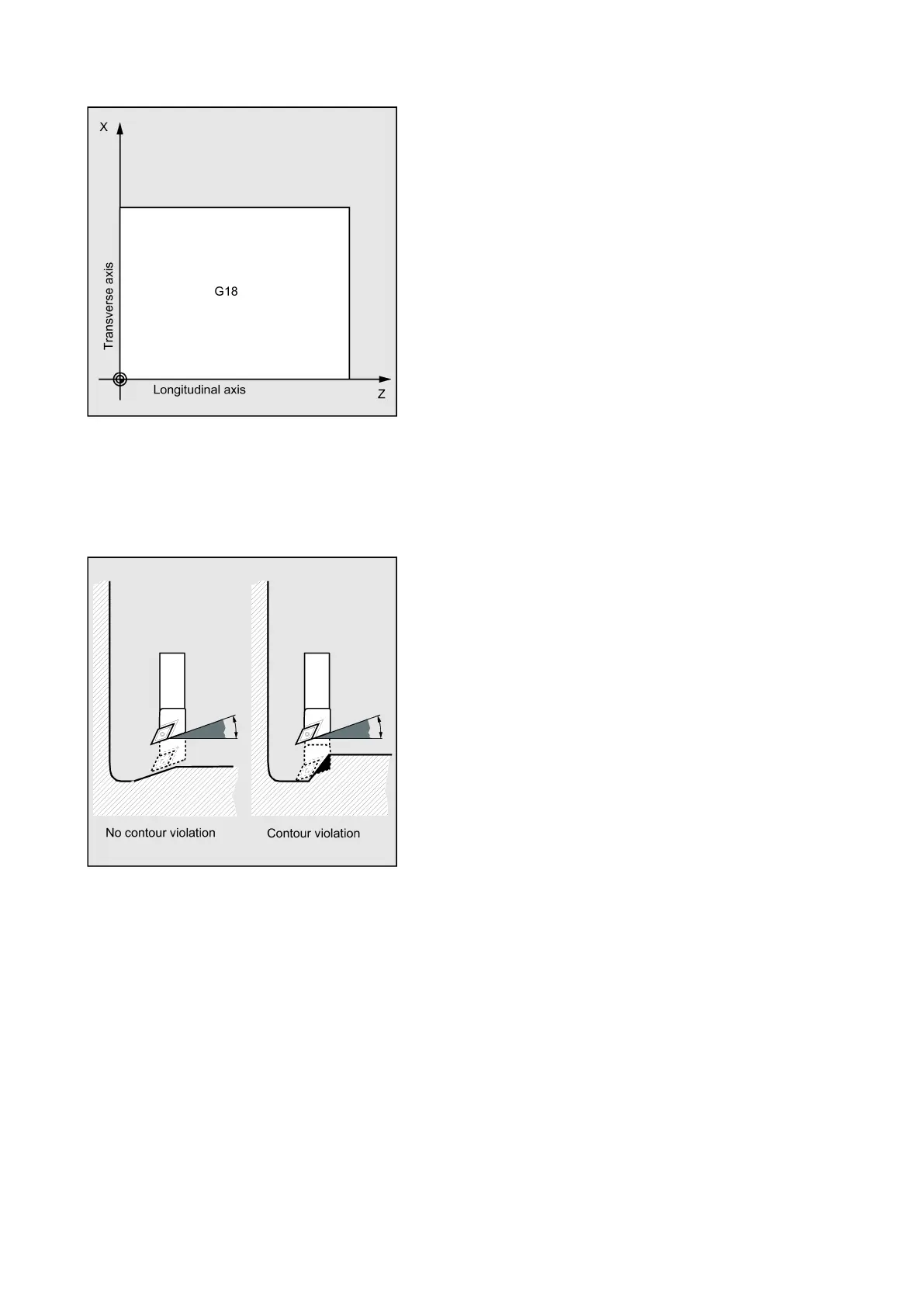
Contour monitoring relative to the clearance angle of the tool
Certain turning cycles in which traversing motions with relief cutting are generated monitor the clearance angle of the active
tool for a possible contour violation. This angle is entered in the tool compensation as a value (in the D offset under the
parameter DP24). A value between 1 and 90 degrees (0=no monitoring) without sign must be specified for the angle.
Longitudinal contour monitoring:
When entering the tool clearance angle, note that this depends on the machining type 'longitudinal' or 'face'. If you want to
use one tool for longitudinal and face machining, two tool compensations must be used in the case of different tool clearance
angles.
The cycle will check whether the programmed contour can be machined with the selected tool.
If the machining is not possible using this tool, the cycle will abort and an error message is output (in stock removal); or
alternatively, the contour is continued to be machined and a message is output (with undercut cycles). In this case, the
contour is determined by the cutting edge geometry.
If the tool clearance angle is specified with zero in the tool compensation, this monitoring will not be performed. For more
information about the reactions, see the individual cycles.
Planar contour monitoring:

 Loading...
Loading...











