Programming and Operating Manual (Turning)
92 01/2017
Thread cutting with constant lead: G33
Functionality
The function G33 can be used to machine threads with constant lead of the following type:
● Thread on cylindrical structures
● Thread on tapered structures
● External thread
● Single- and multiple-start thread
● Multi-block thread (series of threads)
This requires a spindle with position measuring system.
G33 remains active until canceled by another instruction from this G group (G0, G1, G2, G3...).
See the following illustration for external and internal thread with cylindrical thread:
Right-hand or left-hand thread
Right-hand or left-hand thread is set with the rotation direction of the spindle (M3 right, M4 left). To do this, the rotation value
must be programmed under address S or a rotation speed must be set.
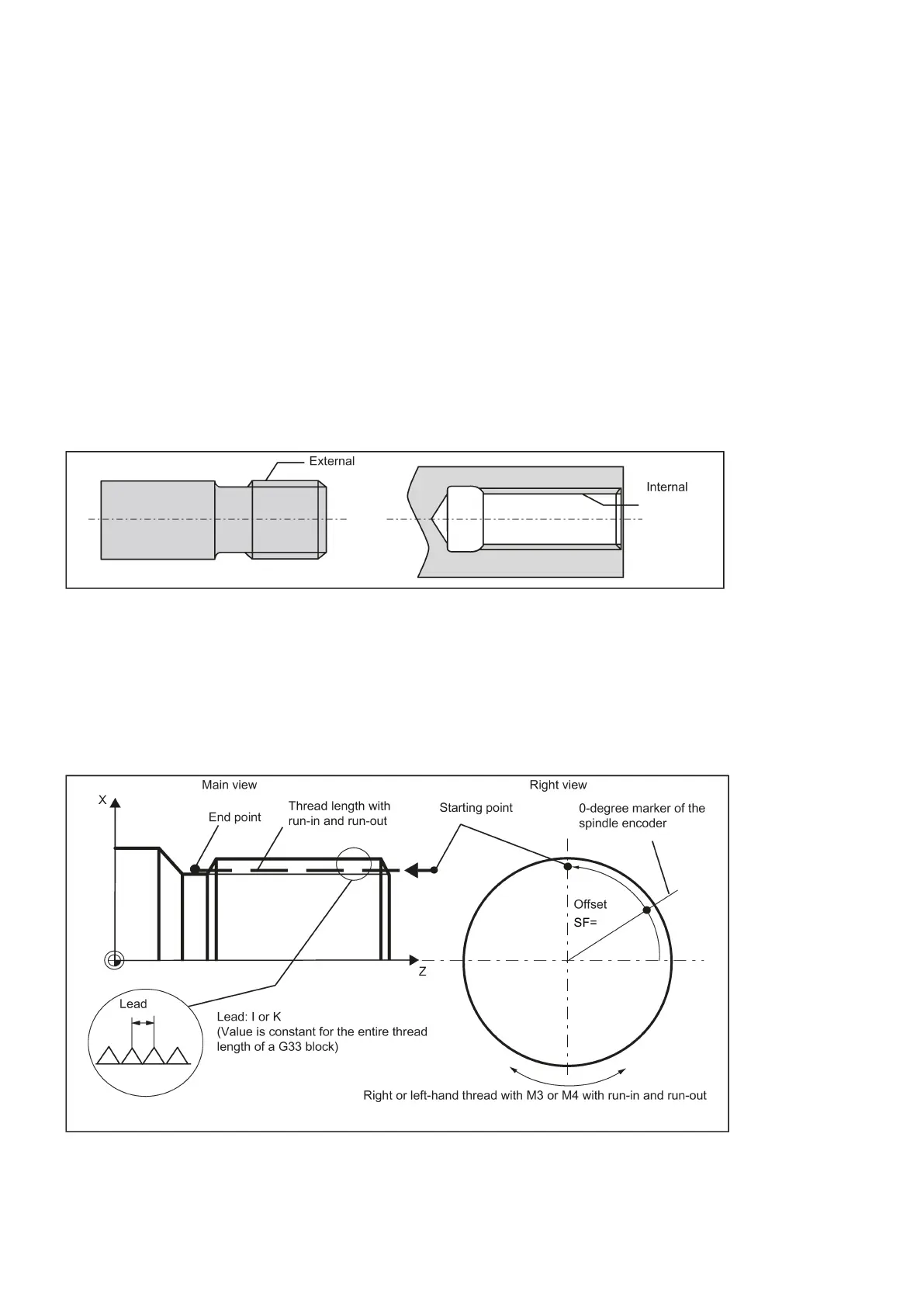
Remark: Run-in and run-out paths must be taken into account for the thread lengths.
See the following illustration for programmable values for the thread with G33:
 Loading...
Loading...












