Commissioning Manual
220 6FC5397-4EP10-0BA8, 07/2018
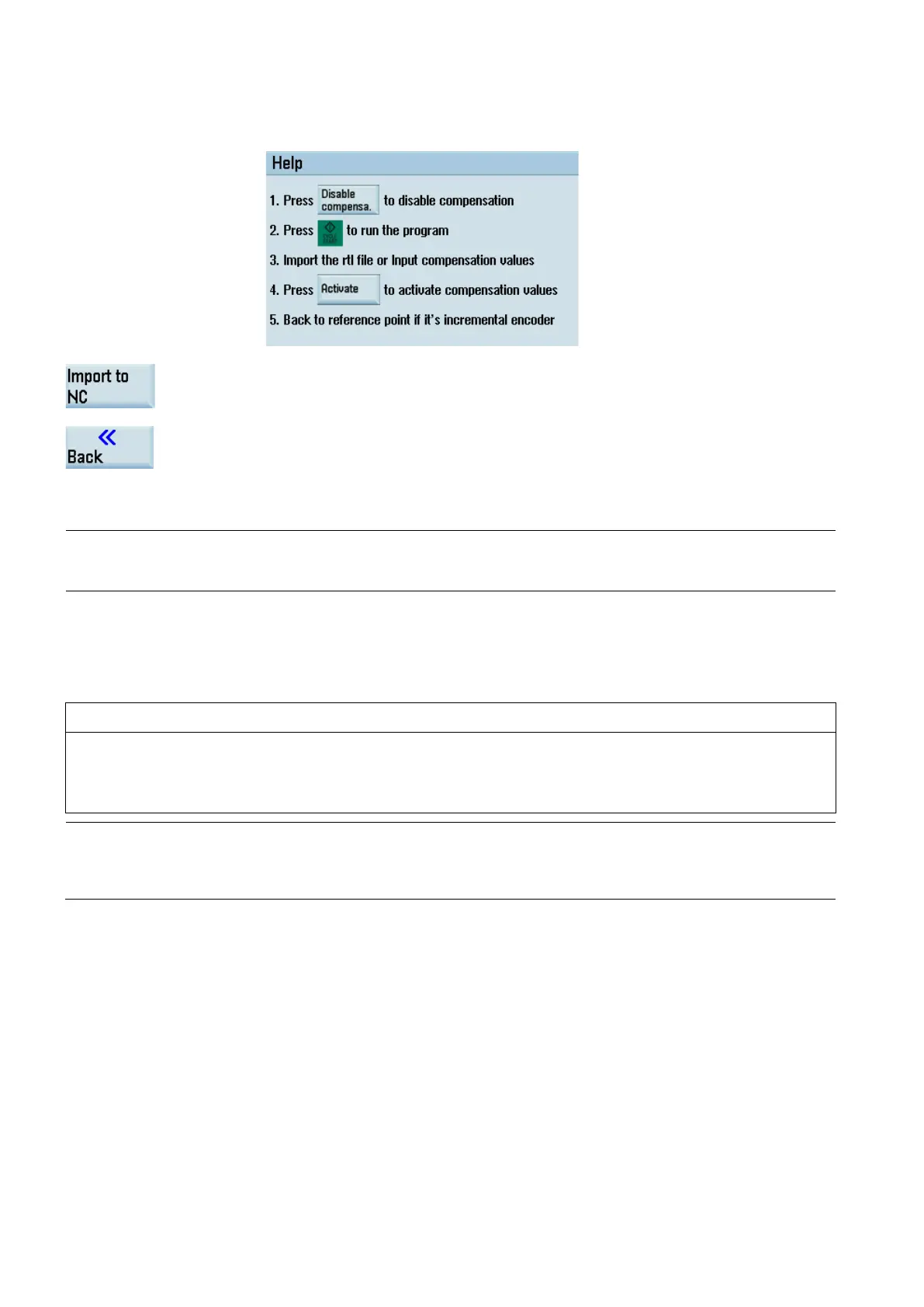
Follow the instructions in the help window to perform the compensation for the selected
axis
.
You can input the compensation values manually on the screen
. Alternatively, you can also
use this softkey to import a compensation file in rtl format (produced with RENISHAW
measuring software) to input the compensation values automatically.
Press this softkey and repeat the above operations for the rest axis/axes until all axes are
compensated.
Note
This commissioning step is applicable to the standard axes only. For the drive tuning of add
itional axes, see Section
Configuring an additional feed axis (Page 234)".
The drive performance must be tuned to adapt the electric and mechanical characteristics of the machine, so as to achieve
the best machining results. The tuning process is sophisticated and generally performed by experienced engineers. The
SINUMERIK 808D ADVANCED control system is integrated with the advanced function of auto drive tuning, which provides
facilities to tune the drive performance for the feed axes or the digital spindle by automatically modifying the control loop
parameters. The tuning is performed based on frequency response measurements of the dynamic response of the machine.
Machine damage due to tool collision
The axes to be tuned traverse during the tuning process, which may cause damage to the machine in case of tool collision.
Before starting the tuning, make sure there is no mechanical interference among the axes, and the limit protection is active
on the machine, to avoid the collision of the machine tools.
Note
Before performing the drive tuning for a digital spindle configured with two measuring systems (see Section "
Configuring the
DSC function for the digital spindle
(Page 279)"), make sure you set MD32110[0] = 1 and MD32110[1] = 1. Otherwise, the
drive tuning process cannot be c
ompleted successfully.

 Loading...
Loading...









