SECTION 82 - FRONT LOADER (BOOM AND MOUNTING PLATE)
82-14
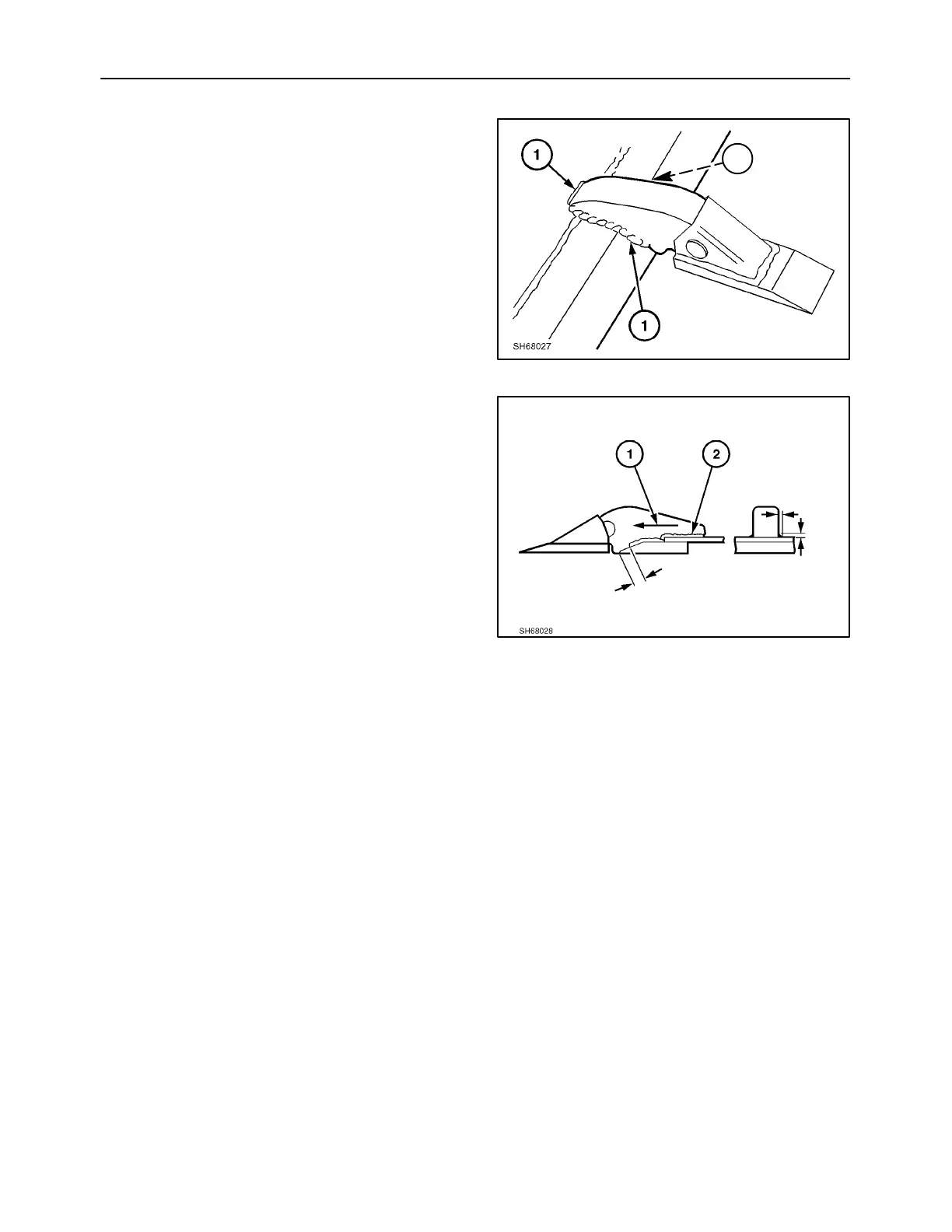
3. Weld, 1, is high carbon steel (tooth) to high car-
bon steel (bucket). Use welding rods marked
7018 or comparable rods. Weld on both sides of
the tooth from the back of the tooth towards the
replaceable point.
1
26
4. Stop welding 13 mm (1/2″) from the cutting edge
as noted. A minimum 5 mm (3/16″) fillet weld is
required for this application.
5. Weld in the direction shown at 1.
6. Weld a 5 mm (3/16″) bevel groove weld on both
sides of the tooth, 2, high carbon steel to high car-
bon steel.
5 mm
(3/16″)
5 mm
(3/16″)
13 mm
(1/2″)
27

 Loading...
Loading...