3.25.1.45 CYCLE4071 - longitudinal grinding with infeed at the reversal point
Syntax
CYCLE4071(<S_A>, <S_B>, <S_W>, <S_U>, <S_I>, <S_K>, <S_H>, <S_A1>,
<S_A2>)
Parameters
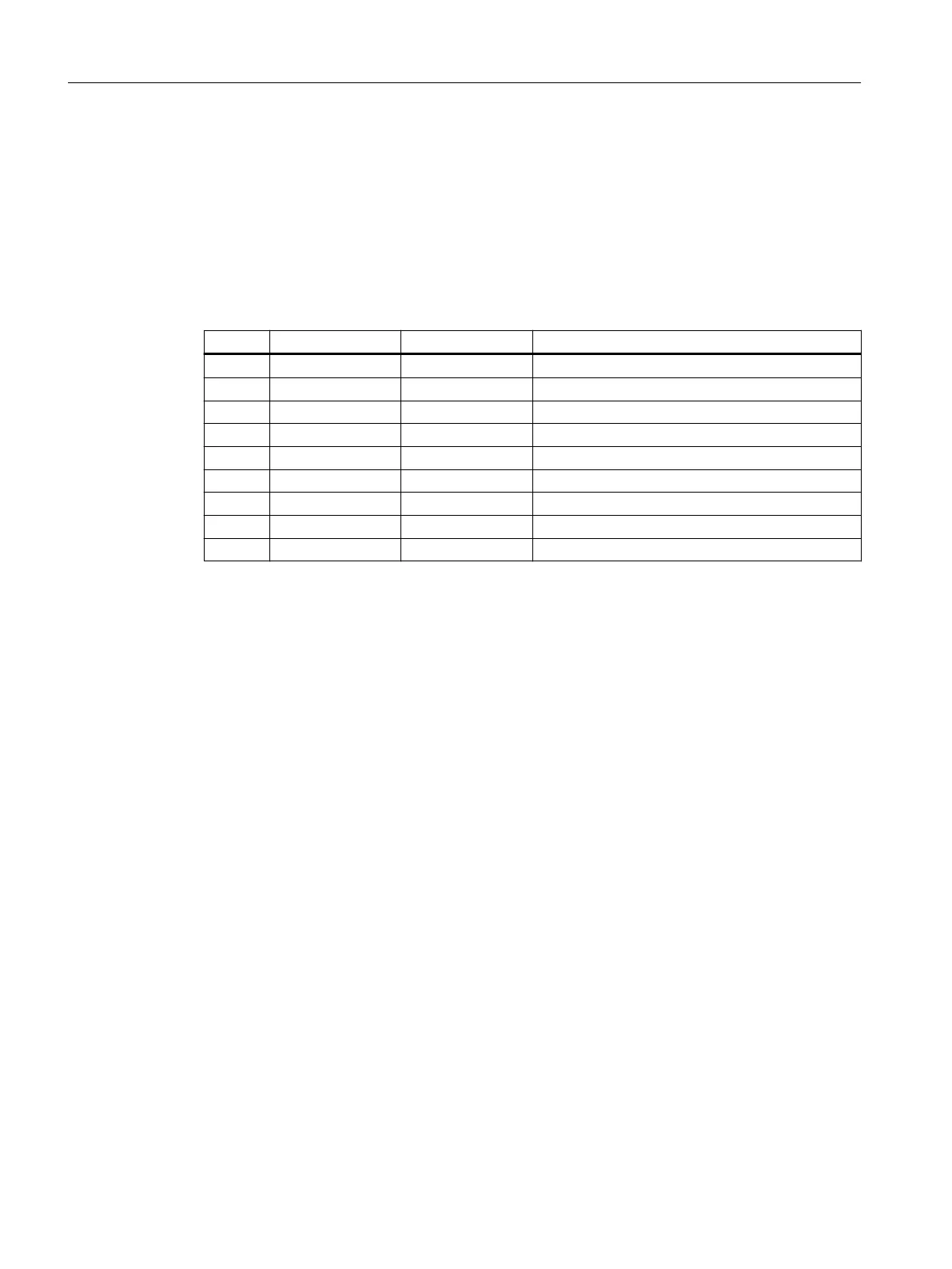
No. Parameter Data type Meaning
1 <S_A> REAL Infeed depth at the start
2 <S_B> REAL Infeed depth at the end
3 <S_W> REAL Grinding width
4 <S_U> REAL Sparking-out time
5 <S_I> REAL Feedrate for infeed
6 <S_K> REAL Feedrate for transverse infeed
7 <S_H> INT Number of repetitions
8 <S_A1> AXIS Infeed axis (optional) or 1st geometry axis
9 <S_A2> AXIS Oscillating axis (optional) or 2nd geometry axis
Function
The cycle is used for the execution of repeating infeeds. The infeed depth at the start and at the
end can be different. There is a tangential motion between the infeeds.
Work preparation
3.25 Programming cycles externally
NC programming
1130 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














