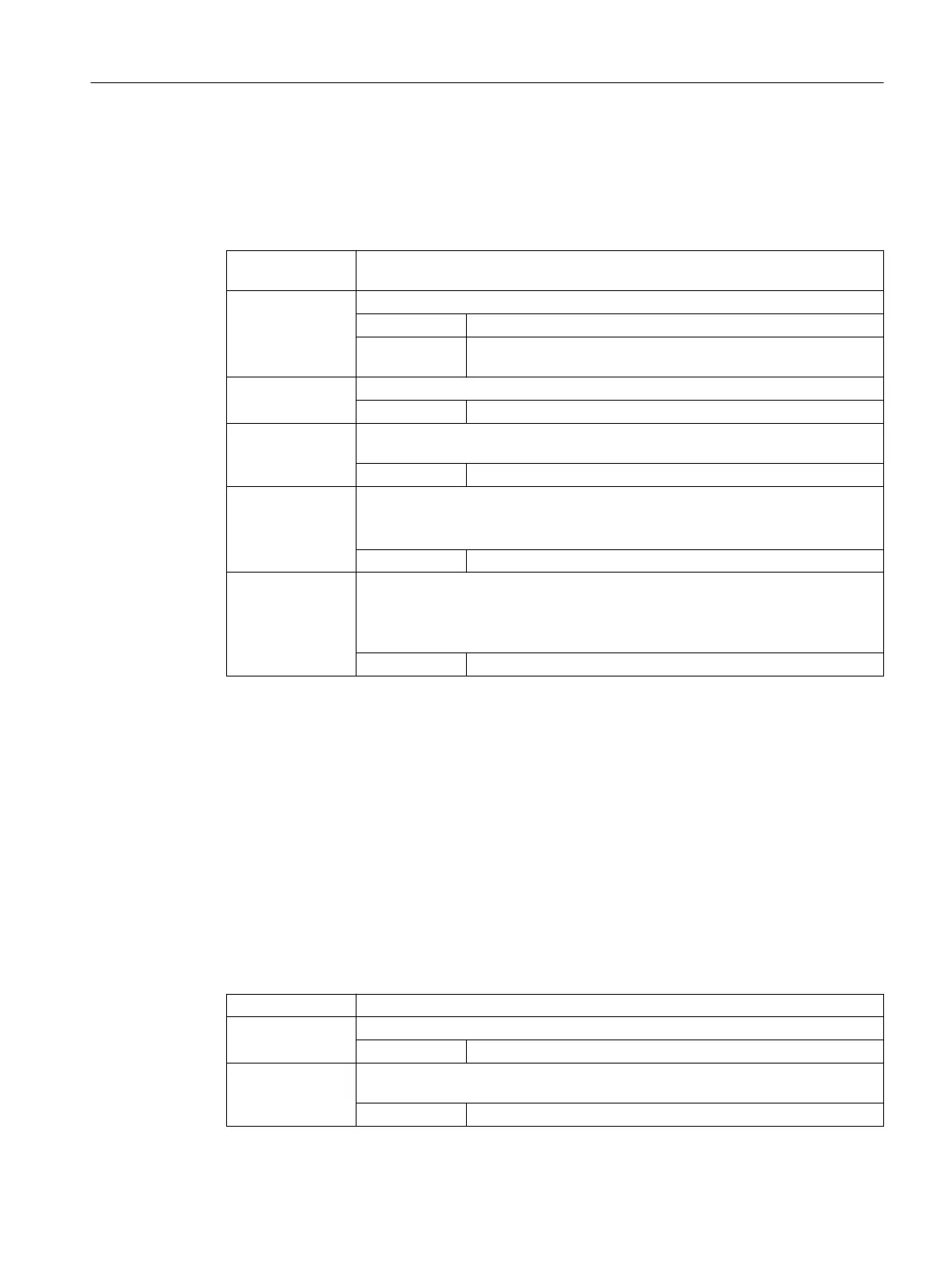
Syntax
PUTFTOCF(<Func>,<RefVal>,<ToolPar>,<Chan>,<Sp>)
Meaning
PUTFTOCF(...): Write online tool offset, continuously block-by-block using the polynomial function
defined with FCTDEF(...)
<Func>: Function number, defined in the function definition with FCTDEF(...)
Data type: INT
Range of val‐
ues:
1, 2, 3
<RefVal>: Reference value, from which the offset is to be derived (e.g. setpoint of an axis).
Data type: VAR REAL
<ToolPar>: Number of the wear parameter (length 1, 2 or 3) in which the offset value is to be
included.
Data type: INT
<Chan>: Number of the channel in which the online tool offset is to take effect.
Note:
Only required if the offset is not to take effect in the active channel.
Data type: INT
<Sp>: Number of the spindle for which the online tool offset is to take effect.
Note:
Only required if the offset is to be applied to a non-active grinding wheel rather than
the active tool that is currently in use.
Data type: INT
3.13.4.3 Write online tool offset, discrete (PUTFTOC)
Function
Using the predefined procedurePUTFTOC(...), an online tool offset is executed based on a
fixed offset value.
Syntax
PUTFTOC(<CorrVal>,<ToolPar>,<Chan>,<Sp>)
Meaning
PUTFTOC(...): Write online tool offset
<CorrVal>: Offset value, which is added to the wear parameter.
Data type: REAL
<ToolPar>: Number of the wear parameter (length 1, 2 or 3) in which the offset value is to be
included.
Data type: INT
Work preparation
3.13 Tool offsets
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 753
 Loading...
Loading...














