dynamic response of the axes and the path velocity. The workpiece corners can now be
rounded.
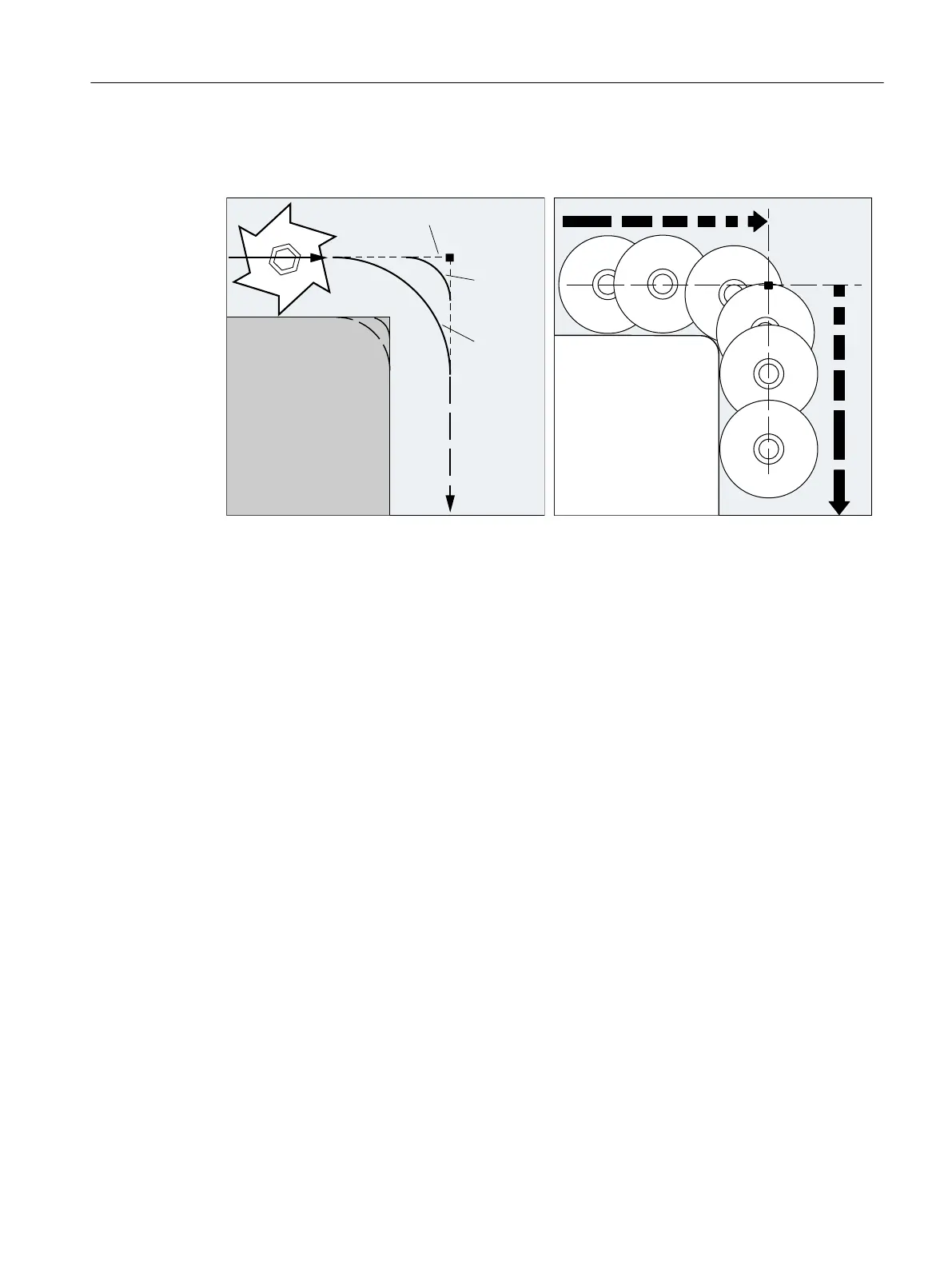
3URJUDPPHGSDWK
WUDYHUVHG
3DWK
ZLWK)
WUDYHUVHG
3DWK
ZLWK)
))
Configured exact stop criterion
A channel-specific setting can be made for G0 and the other commands in the 1st G group
indicating that contrary to the programmed exact stop criterion, a preset criterion should be
used automatically (see the machine manufacturer's specifications).
2.11.2 Continuous-path mode (G64, G641, G642, G643, G644, G645, ADIS, ADISPOS)
In continuous-path mode, the path velocity at the end of the block (for the block change) is not
decelerated to a level which would permit the fulfillment of an exact stop criterion. The objective
of this mode is, in fact, to avoid rapid deceleration of the path axes at the block-change point so
that the axis velocity remains as constant as possible when the program moves to the next
block. To achieve this objective, the "Look-head" function is also activated when continuous-
path mode is selected.
Continuous-path mode with smoothing facilitates the tangential shaping and/or smoothing of
angular block transitions caused by local changes in the programmed contour.
Continuous path mode:
● Rounds the contour
● Reduces machining times by eliminating braking and acceleration processes that are
required to fulfill the exact-stop criterion
● Improves cutting conditions because of the more constant velocity
Continuous-path mode is suitable if:
● A contour needs to be traversed as quickly as possible (e.g. with rapid traverse)
● The exact contour may deviate from the programmed contour within a specific tolerance for
the purpose of obtaining a continuous contour
Fundamentals
2.11 Path action
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 295
 Loading...
Loading...














