4.3 G commands
4.3.1 G commands
The G commands are divided into G groups. In part programs or synchronized actions, in a
block, only a G command of a G group can be written. A G command can be modal or non-
modal.
Modal: up to programming another G command of the same G group.
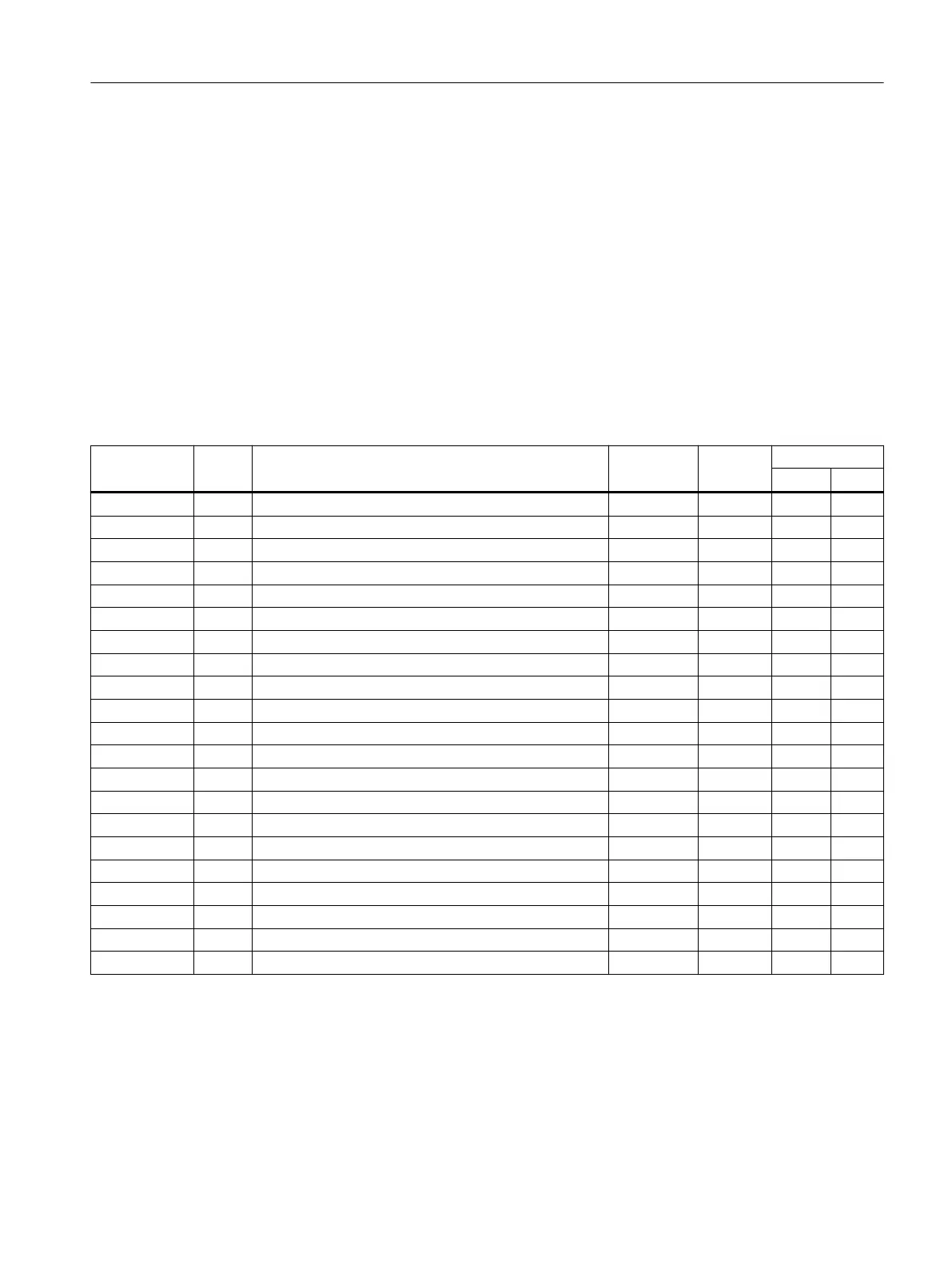
4.3.2 G group 1: Modally valid motion commands
G command No.
1)
Meaning MD20150
2)
W
3)
STD
4)
SAG MH
G0 1 Rapid traverse + m
G1 2 Linear interpolation (linear interpolation) + m x
G2 3 Circular interpolation clockwise + m
G3 4 Circular interpolation counter-clockwise + m
CIP 5 Circular interpolation through intermediate point + m
ASPLINE 6 Akima spline + m
BSPLINE 7 B spline + m
CSPLINE 8 Cubic spline + m
POLY 9 Polynomial interpolation + m
G33 10 Thread cutting with constant lead + m
G331 11 Tapping + m
G332 12 Retraction (tapping) + m
OEMIPO1 13 Reserved + m
OEMIPO2 14 Reserved + m
CT 15 Circle with tangential transition + m
G34 16 Thread cutting with linear increasing lead + m
G35 17 Thread cutting with linear decreasing lead + m
INVCW 18 Involute interpolation clockwise + m
INVCCW 19 Counter-clockwise involute interpolation + m
G335 20 Turning a convex thread in clockwise direction + m
G336 21 Turning a convex thread in counter-clockwise direction + m
Tables
4.3 G commands
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 1247
 Loading...
Loading...














