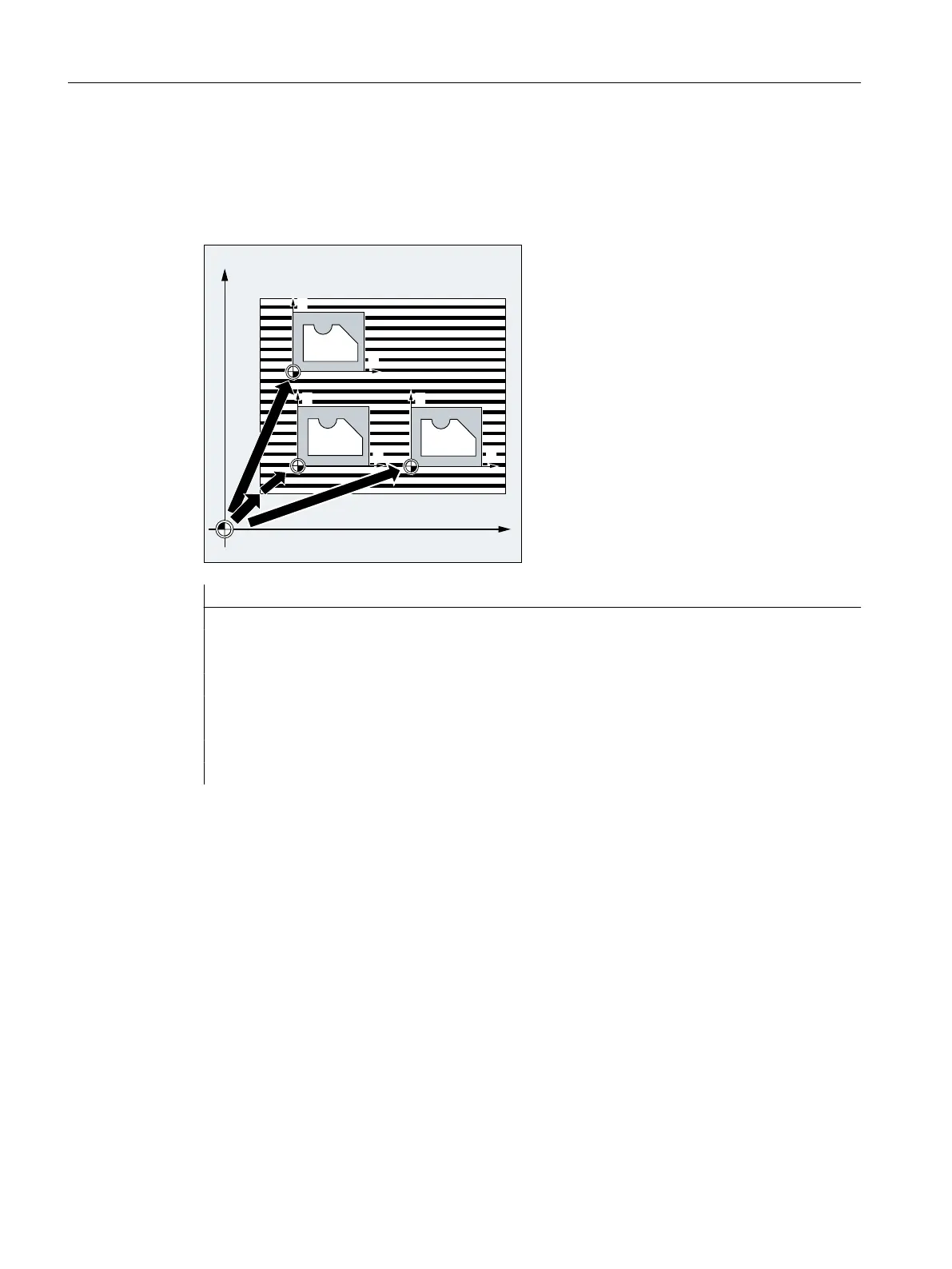
Example
Three workpieces that are arranged on a palette according to the work offset values G54 to G56
are to be machined in succession. The machining sequence is programmed in subprogram
L47.
;
<
;
<
75$16;0
0
;
0
<
*
*
*
;
<
Program code Comment
N10 G0 G90 X10 Y10 F500 T1 ; Approach
N20 G54 S1000 M3 ; Call of the first WO, spindle clockwise
N30 L47 ; Program pass as subprogram
N40 G55 G0 Z200 ; Call of the second WO, Z via obstruction
N50 L47 ; Program pass as subprogram
N60 G56 ; Call of the third WO
N70 L47 ; Program pass as subprogram
N80 G53 X200 Y300 M30 ; Suppress work offset, end of program
2.8.2 Settable work offset (G54 to G57, G505 to G599, G53, G500, SUPA, G153):
Further information
Further information
Settable work offset
A settable work offset is in principle a set frame (Page 305). Consequently, the following
components and frame values are also available for a settable work offset:
● Offset
● Rotation
● Scaling
● Scale
Fundamentals
2.8 Geometry settings
NC programming
144 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














