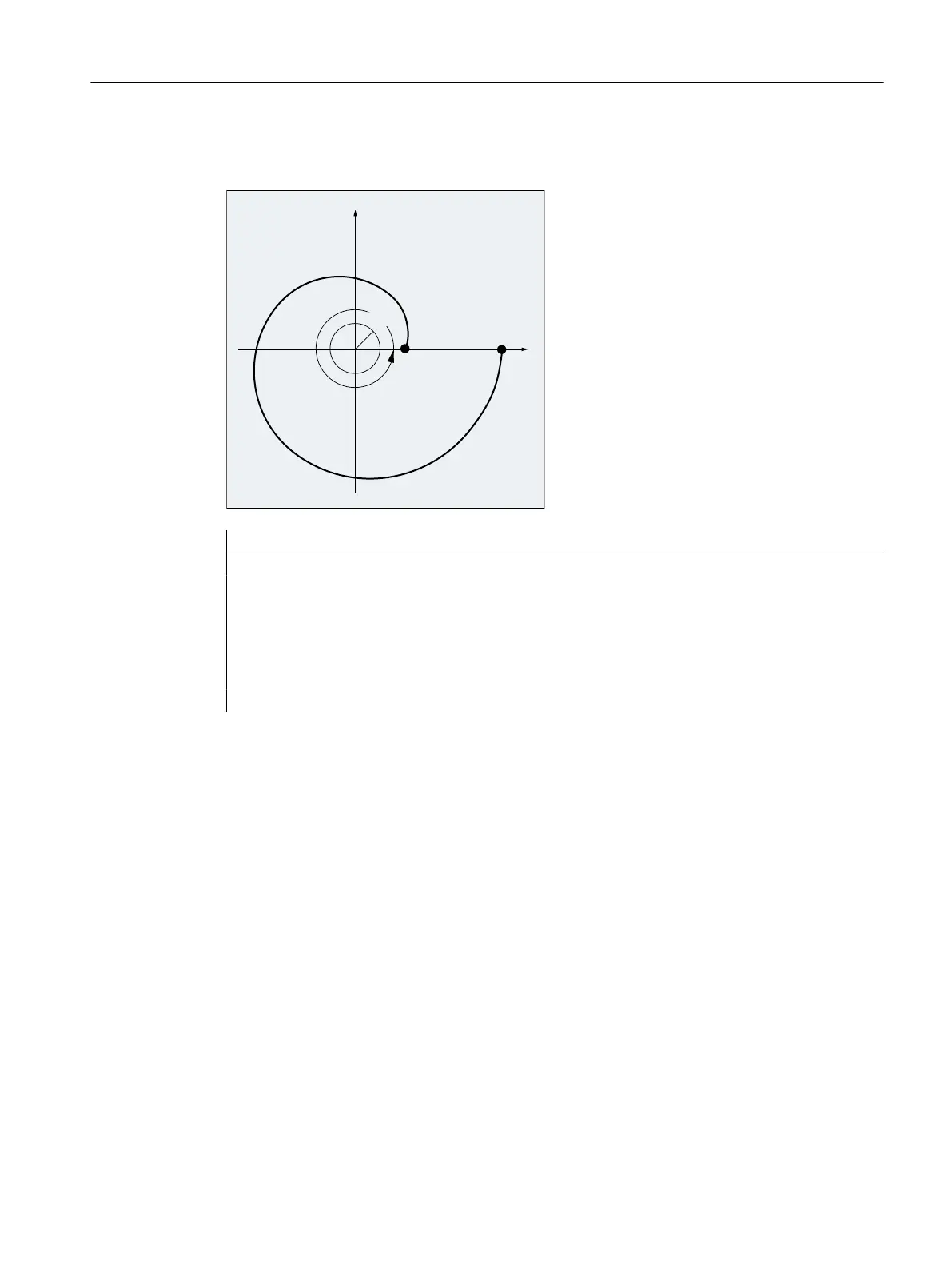
Example 2: Counter-clockwise involute with indirect programming of the end point by
specifying an opening angle
6WDUWLQJSRLQW
$5
; <
<
;
&5
Program code Comment
N10 G1 X10 Y0 F5000 ; The starting position is approached.
N15 G17 ; Selection of the X/Y plane as machining
plane.
N20 INVCCW CR=5 I-10 J0 AR=360 ; Counter-clockwise involute and away from
the basic circle (as positive angle speci-
fication) with one full revolution (360 de-
grees).
...
2.9.9 Contour definitions
2.9.9.1 Contour definition programming
Function
The contour definition programming is used for the quick input of simple contours.
Programmable are contour definitions with one, two, three or more points with the transition
elements chamfer or rounding, through specification of Cartesian coordinates and/or angles
(ANG or ANG1 and ANG2).
Fundamentals
2.9 Motion commands
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 211
 Loading...
Loading...














