Example
Definitions
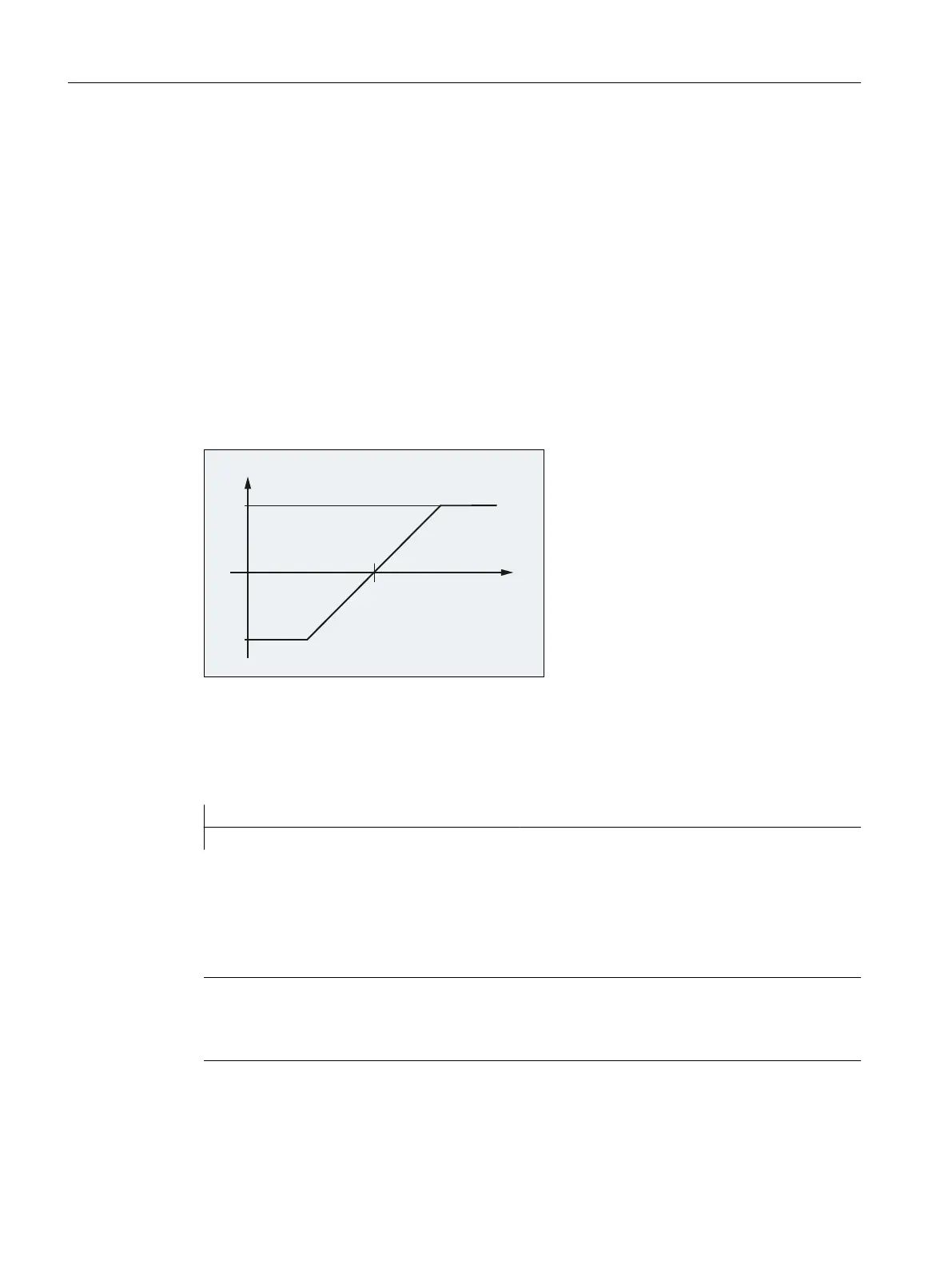
● Function number: 1
● Lower and upper limit value: -100, 100
● Gradient of the characteristic: a
1
= 1
● The operating point should be located at the center of the characteristic. Based on the
setpoint position of axis XA in the WCS at the instant that the function is defined in the NC
program, the characteristic must be shifted in the negative Y direction: a
0
= -a
1
* XA
D
= -1 *
$AA_IW
● a
2
= a
3
= 0
Characteristic
UL Upper limit value
LL Lower limit value
XA
D
Setpoint of axis XA at the time that the function is defined in the NC program
Programming
Program code Comment
FCTDEF(1,-100,100,-$AA_IW[XA],1) ; Function definition
3.13.4.2 Write online tool offset continuously (PUTFTOCF)
Using the predefined procedure PUTFTOCF(...), an online tool offset is executed based on a
polynomial function previously defined with FCTDEF(...) (Page 751).
Note
The online tool offset can also be realized using a synchronized action.
For further information, see Function Manual Synchronized Actions.
Work preparation
3.13 Tool offsets
NC programming
752 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














