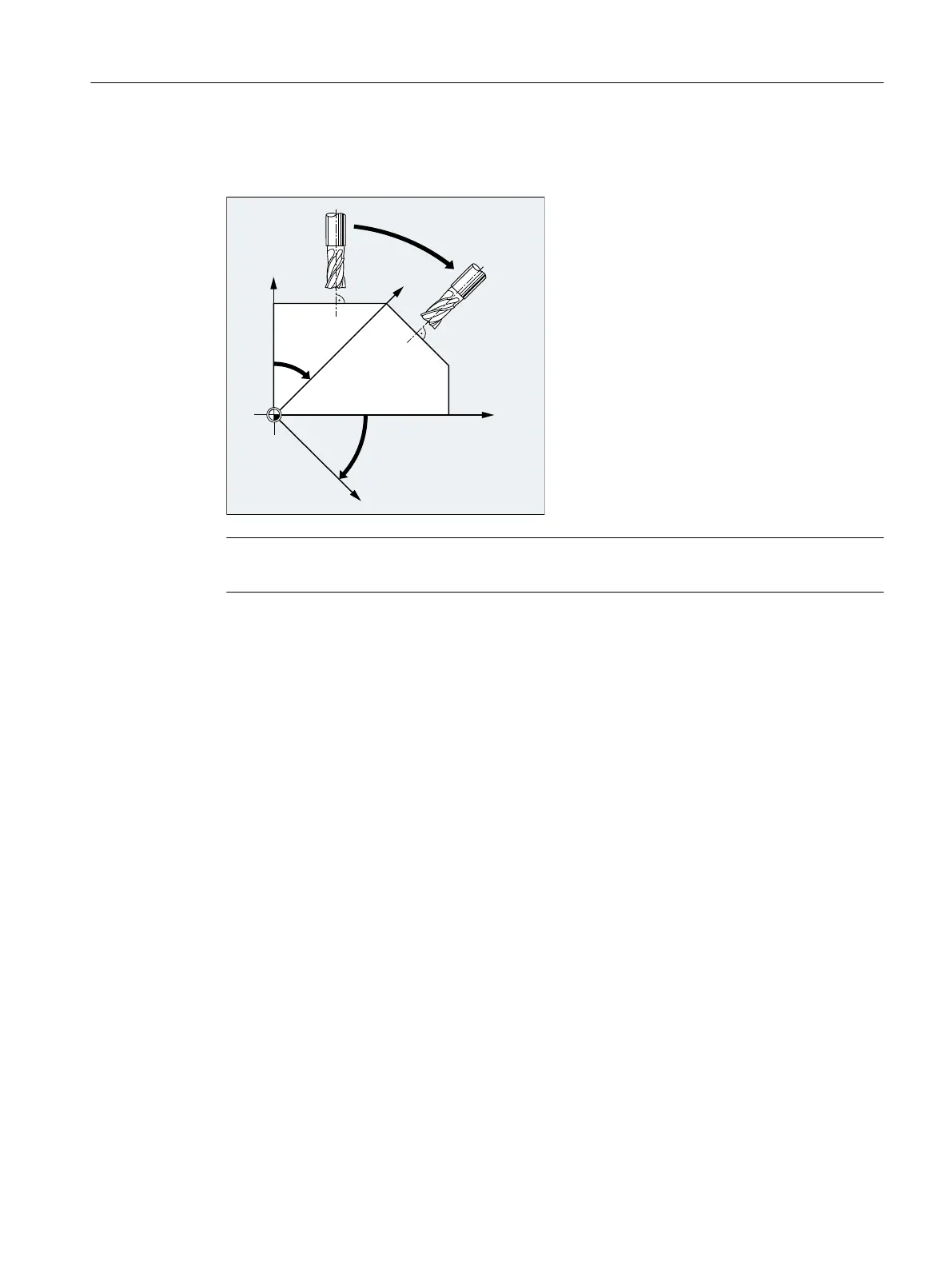
Requirement: At the machine, the tool orientation must be able to be adjusted perpendicular to
the rotated machining plane, and set for machining.
Note
The tool length compensation continues to be active relative to the non-rotated working plane.
For further information see the "Tools" Function Manual.
2.10.7 Keep tool radius compensation constant (CUTCONON, CUTCONOF)
The "Keep tool radius compensation constant" function is used to suppress tool radius
compensation for a number of blocks, whereby a difference between the programmed and the
actual tool center path traveled set up by tool radius compensation in the previous blocks is
retained as the compensation. It can be an advantage to use this method when several
traversing blocks are required during line milling in the reversal points, but the contours
produced by the tool radius compensation (follow strategies) are not wanted. It can be used
independently of the type of tool radius compensation (2
1
/
2
D, 3D face milling, 3D
circumferential milling).
Syntax
CUTCONON
CUTCONOF
Fundamentals
2.10 Tool radius compensation
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 289
 Loading...
Loading...














