Example
0
;
80
˞
$60
1
1
&0
==0
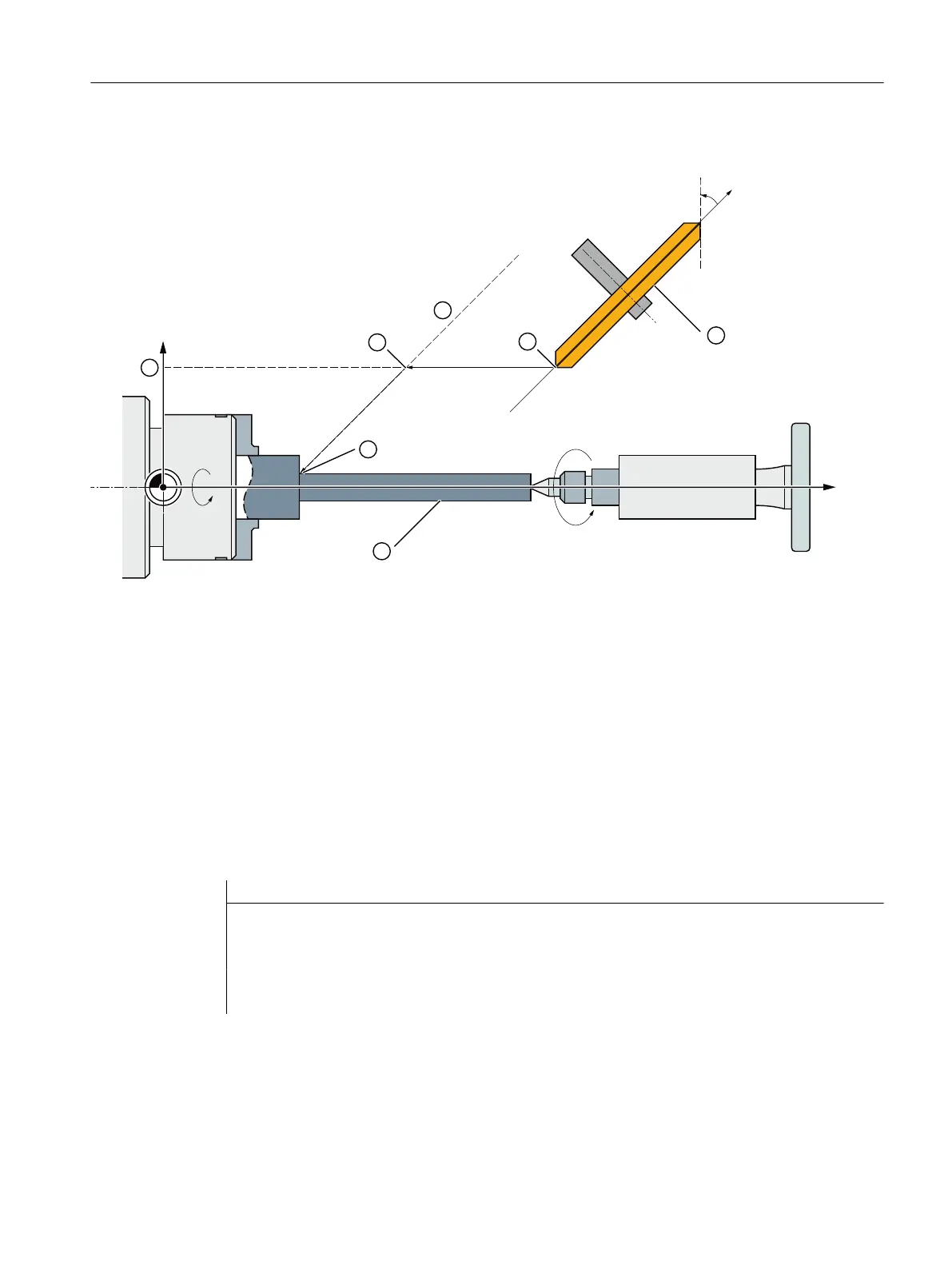
① Grinding wheel
② Workpiece
③ Parallel to the inclined axis through the programmed end position
④ Starting position
⑤ Plunge-cutting: Starting position
⑥ Plunge-cutting: End position
⑦ Parallel to the Z axis, at a distance from the actual position of the X axis
X Geometry axis
Z Geometry axis
ZM Machine axis
UM Machine axis
Figure 3-5 Programming an inclined axis
Program code Comment
N... G18 ; Select XZ plane.
N40 TRAANG (45.0) ; Activate TRAANG transformation, angle = 45°
N50 G7 X40 Z70 F4000 ; Calculate the starting position and approach
N60 G5 X40 F100 ; Traverse inclined axis to the end position.
N70 ...
3.9.10 Activate concatenated transformation (TRACON)
A configured concatenated (chained) transformation is activated in the part program or
synchronized action using the TRACON statement.
Work preparation
3.9 Transformations
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 705
 Loading...
Loading...














