2.8.5 Position of workpiece for turning
Axis identifiers
The two geometry axes perpendicular to one another are usually called:
Longitudinal axis = Z axis (abscissa)
Transverse axis = X axis (ordinate)
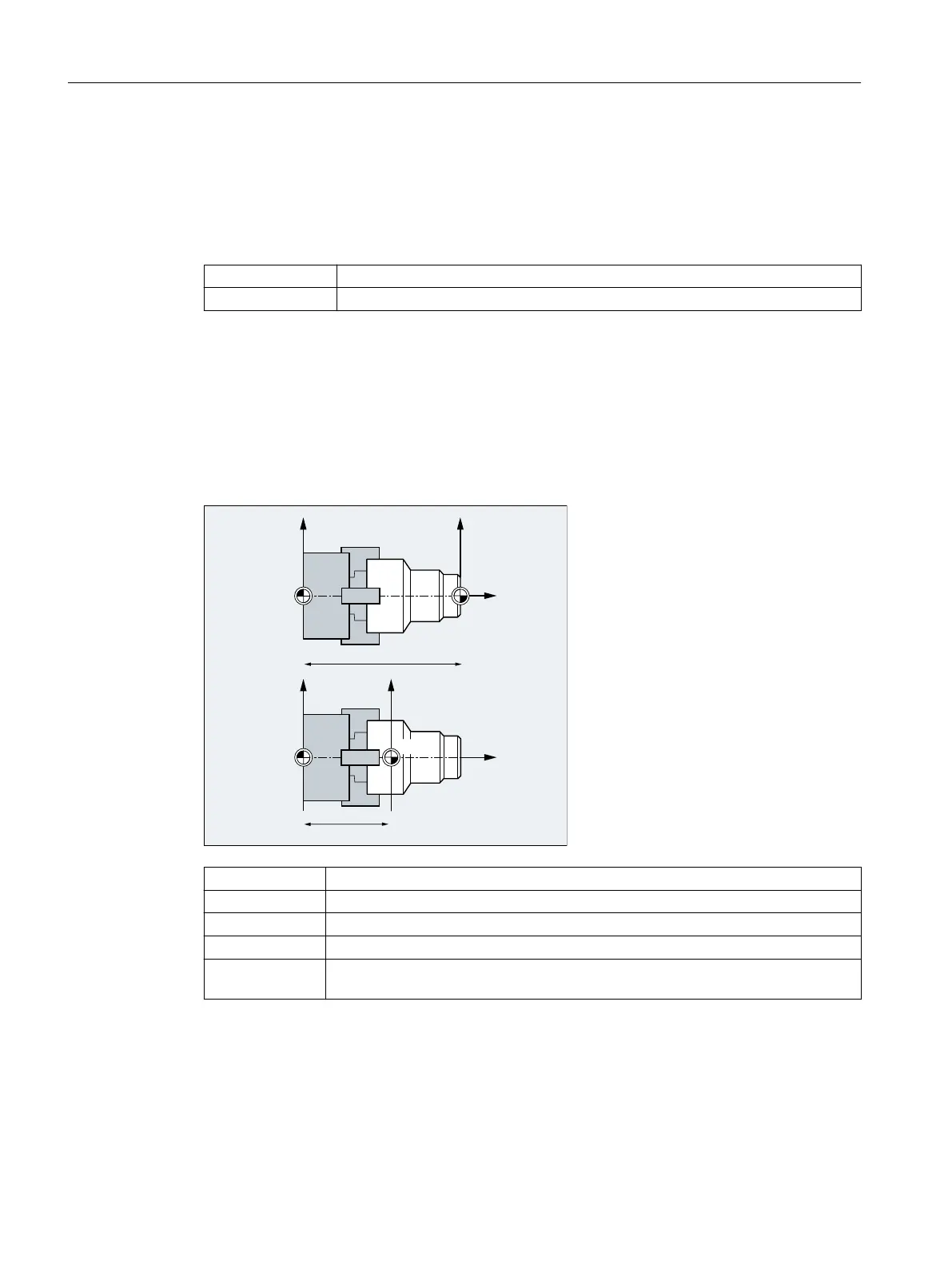
Workpiece zero
Whereas the machine zero is permanently defined, the workpiece zero can be freely selected
on the longitudinal axis. Generally the workpiece zero is on the front or rear side of the
workpiece.
Both the machine and the workpiece zero are on the turning center. The settable offset on the
X axis is therefore zero.
**
0DFKLQH
:RUNSLHFH
]HURSRLQW
IURQW
:RUNSLHFH
0DFKLQH
ZRUNSLHFH
:RUNSLHFH
0DFKLQH
**R75$16
RU75$16
:RUNSLHFH
]HURSRLQW
UHDU
0DFKLQH
ZRUNSLHFH
:0
0
;;
=
;;
=
:
M Machine zero
W Workpiece zero
Z Longitudinal axis
X Transverse axis
G54 to G599
or TRANS
Call for the position of the workpiece zero
Fundamentals
2.8 Geometry settings
NC programming
168 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














