MD10612 $MN_MIRROR_TOGGLE = <value>
Value Meaning
0 Programmed axis values are not evaluated.
1 Programmed axis values are evaluated:
● For programmed axis values ≠ 0, the axis is mirrored if it has not yet been mirrored.
● For a programmed axis value = 0, mirroring is deactivated.
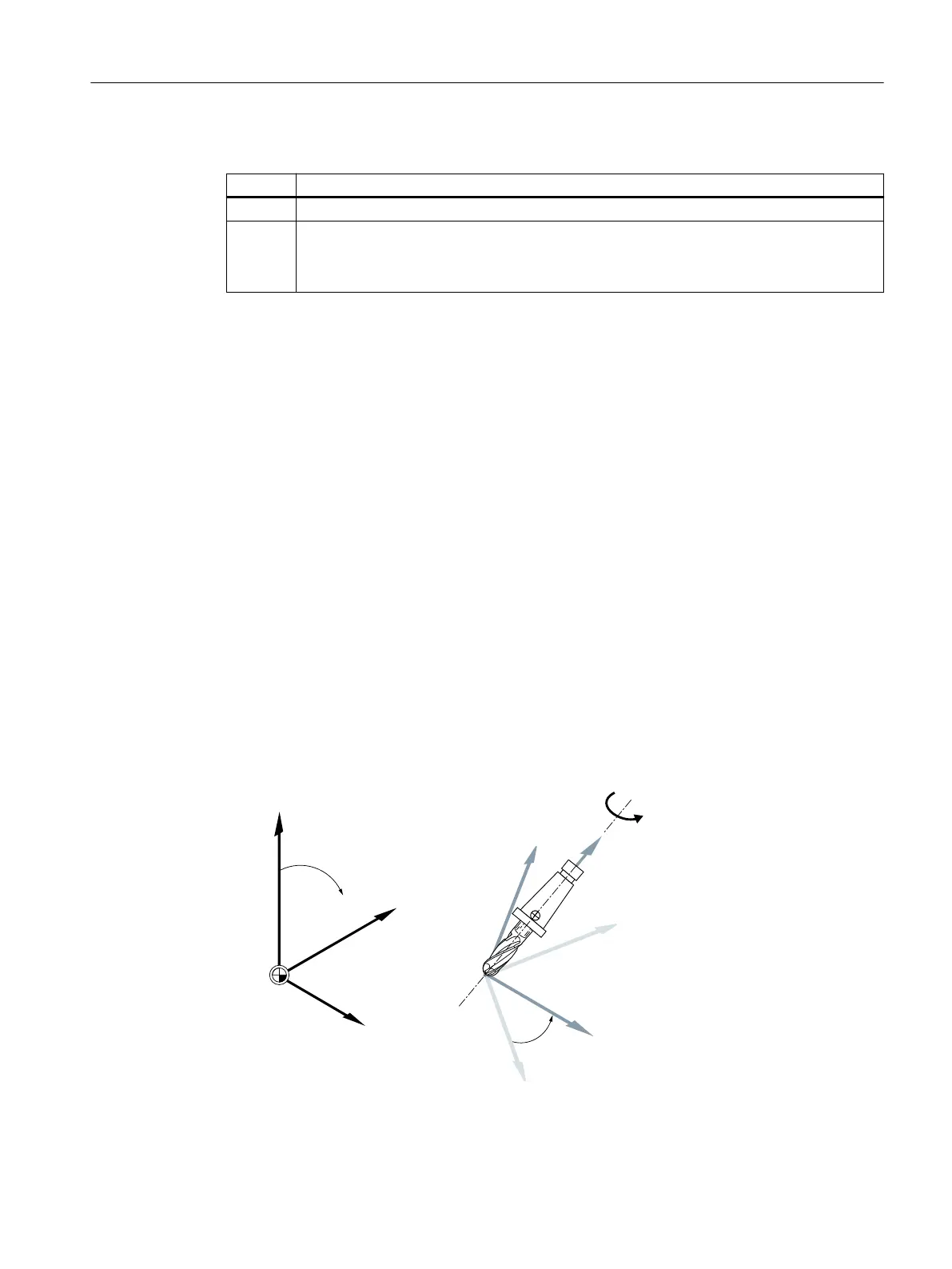
2.12.9 Frame generation according to tool orientation (TOFRAME, TOROT, PAROT):
TOFRAME generates a rectangular frame whose Z axis coincides with the current tool
orientation. This means that the user can retract the tool in the Z direction without risk of
collision (e.g. after a tool break in a 5-axis program).
The position of the X and Y axes is determined by the setting in machine data MD21110
$MC_X_AXES_IN_OLD_X_Z_PLANE (coordinate system with automatic frame definition).
The new coordinate system is either left as generated from the machine kinematics or is turned
around the new Z axis additionally so that the new X axis lies in the old Z/X plane (see machine
manufacturer's specifications).
The resulting frame describing the orientation is written in the system variable for the
programmable frame ($P_PFRAME).
TOROT only overwrites the rotation component in the programmed frame. All other components
remain unchanged.
TOFRAME and TOROT are designed for milling operations in which G17 (working plane X/Y) is
typically active. In the case of turning operations or generally when G18 or G19 is active,
however, frames are needed where the X or Y axis matches the orientation of the tool. These
frames are programmed with the TOFRAMEX/TOROTX or TOFRAMEY/TOROTY statements.
PAROT aligns the workpiece coordinate system on the workpiece.
%DVLV
%DVLV
%DVLV
=
;
<
=
;
<
r
=
;
<
Fundamentals
2.12 Coordinate transformations (frames)
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 333
 Loading...
Loading...














