Example 2: Turning
;
=
Program code Comment
...
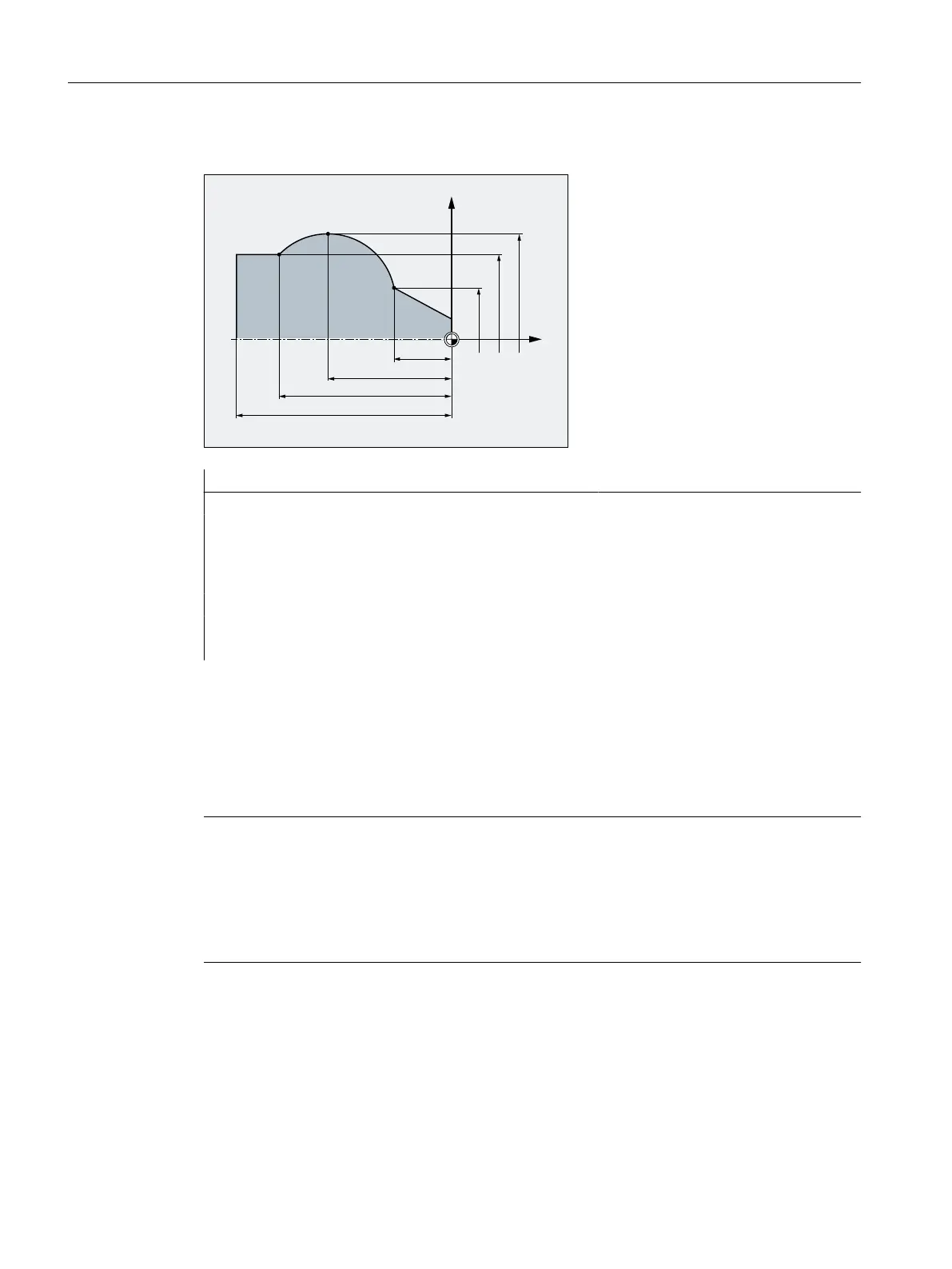
N125 G1 G90 X40 Z-25 F0.2
N130 CIP X70 Z-75 I1=IC(26.665) K1=IC(-29.25) ; Interpolation parameter I1 for
transverse axis must be program-
med in the radius.
; or
; N130 CIP X70 Z-75 I1=46.665 K1=-54.25
N135 G1 Z-95
2.9.6.7 Circular interpolation with tangential transition (CT, X... Y... Z...)
The circular interpolation version programmed with the G command CT allows the interpolation
of arcs that connect tangentially to the previously programmed contour element.
The circle is defined by the start and end points, and the tangent direction at the start point.
Note
Tangent direction at the start point.
The tangent direction in the starting point of a CT block is determined from the end tangent of
the programmed contour of the last block with a traversing motion.
There can be any number of blocks without traversing information between this block and the
current block.
Fundamentals
2.9 Motion commands
NC programming
200 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














