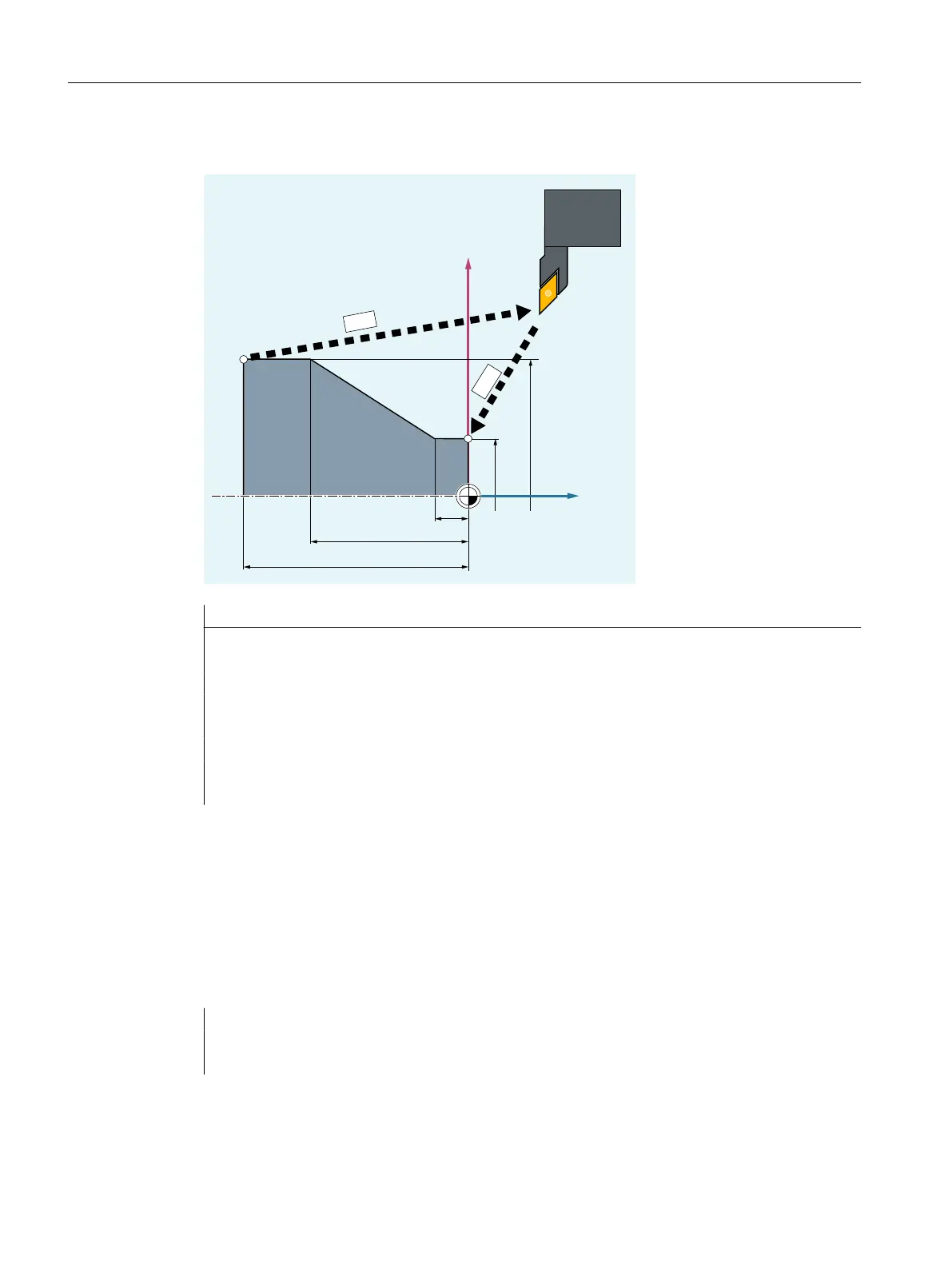
Example 2: Turning
1
1
;
=
Program code Comment
N10 G90 S400 M3 ; Absolute dimension input, spindle clockwise
N20 G0 X25 Z5 ; Approach the starting position
N30 G1 G94 Z0 F1000 ; Tool infeed
N40 G95 Z-7.5 F0.2
N50 X60 Z-35 ; Traversing along a straight line
N60 Z-50
N70 G0 X62
N80 G0 X80 Z20 M30 ; Retract tool, end of program
2.9.4.2 Switch on/off linear interpolation for rapid traverse movements (RTLION, RTLIOF)
Independently of the default setting (MD20730 $MC_G0_LINEAR_MODE), the interpolation
response for rapid traverse movements can also be set in the part program using the
commands of the G group 55.
Syntax
RTLIOF
...
RTLION
Fundamentals
2.9 Motion commands
NC programming
180 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














