The CORRTC function writes axis directions for machines with tool carriers in special
correction elements. A kinematic chain is described, for example, with elements of the type
OFFSET, which are defined via $ NK_TYPE.
CORRTC works with sections
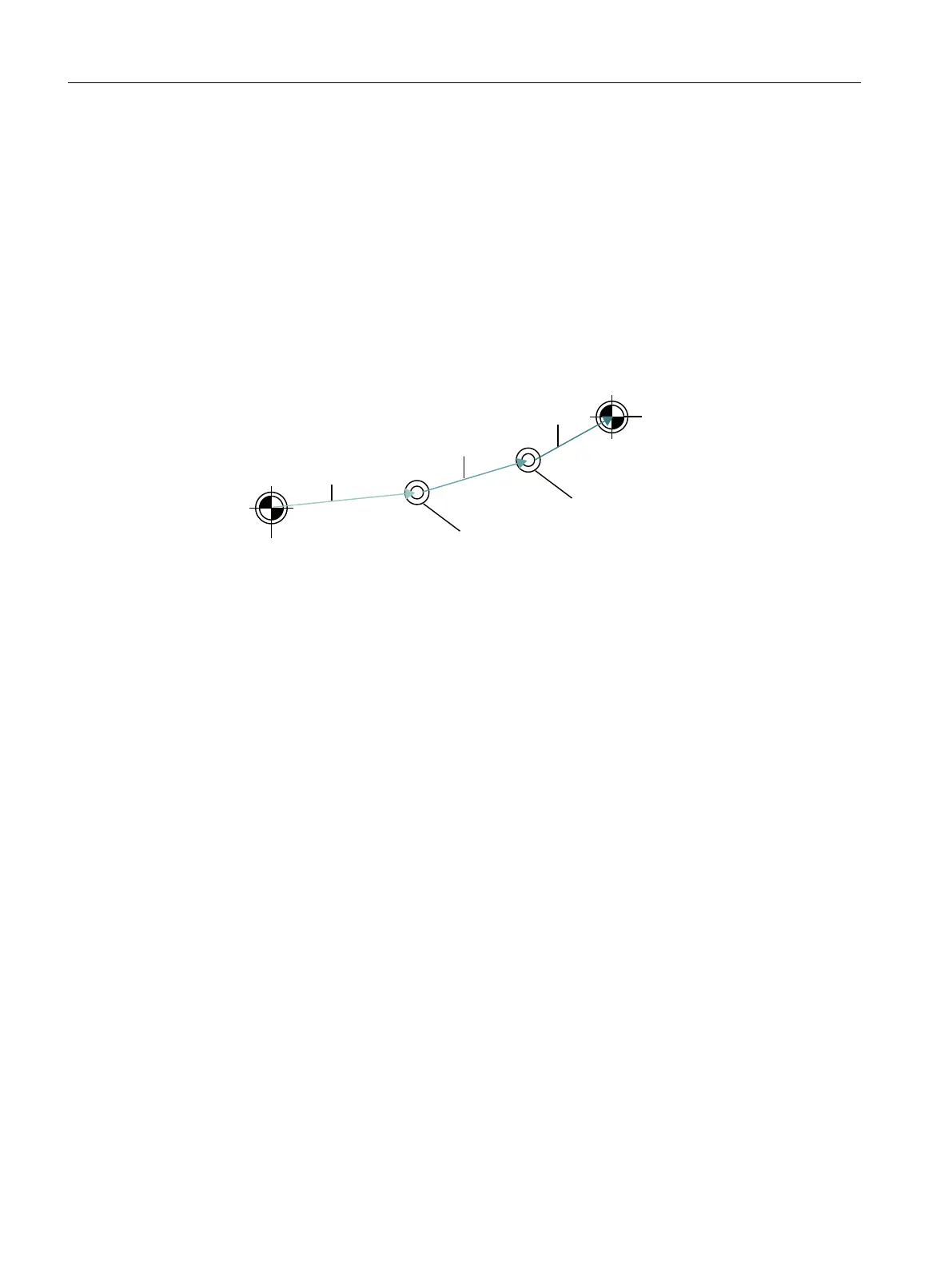
The two subchains can each be divided into a maximum of four sections:
● Section 1 begins at the starting point of the chain and ends at the first rotary axis.
● Section 2 is the section between rotary axis 1 and rotary axis 2.
● Section 3 is the section between rotary axis 2 and the end of the chain.
The following figure shows an orientable tool carrier with 2 rotary axes.
,
6HFWLRQ
,
6HFWLRQ
,
6HFWLRQ
Y
˞
Y
˞
=HURSRLQWRIWKHZRUOG
FRRUGLQDWHV\VWHP
:RUNSLHFHUHIHUHQFHSRLQW
ZRUNSLHFHFKDLQ (QGSRLQW
RINLQHPDWLFFKDLQ
Figure 3-11 CORRTC example
The sections are clearly defined: If the kinematic subchain is executed from its starting point to
its end point, then the first section has the index 1, next has index 2, and so on.
Correction elements
A reference can be made to a constant kinematic chain element (chain element of the type
$NK_TYPE[<n>] = "OFFSET") in each of these sections with the $TC_CARR_CORR_ELEM [,
0 ... 3] system variables. The correction values determined during the machine measurement
are written to the so designated elements with the CORRTC function.
The sequence of references in $TC_CARR_CORR_ELEM[m, 0 ... 3] must correspond to the
sections described above, that is there can only be one chain element in
$TC_CARR_CORR_ELEM[m, 0] which belongs to the offset vector l1, etc.
The reference value is always the corresponding value effective in the tool carrier active when
CORRTC is called. After selection of the tool carrier, changed contents of the stored kinematic
data have no effect on the method of operation of the CORRTC function.
3.13.11 Online tool length compensation (TOFFON, TOFFOF)
Use the system variable $AA_TOFF[<n> ] to overlay the effective tool lengths in accordance
with the three tool directions three-dimensionally in real time.
Work preparation
3.13 Tool offsets
NC programming
788 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














