Program code Comment
N10 G17 S400 M3 ; Selection of the working plane, spindle clockwise
N20 G0 X40 Y-6 Z2 ; Approach the starting position
N30 G1 Z-3 F40 ; Tool infeed
N40 X12 Y-20 ; Travel on an inclined line
N50 G0 Z100 M30 ; Retraction for tool change
2.9.6 Circular interpolation
2.9.6.1 Overview
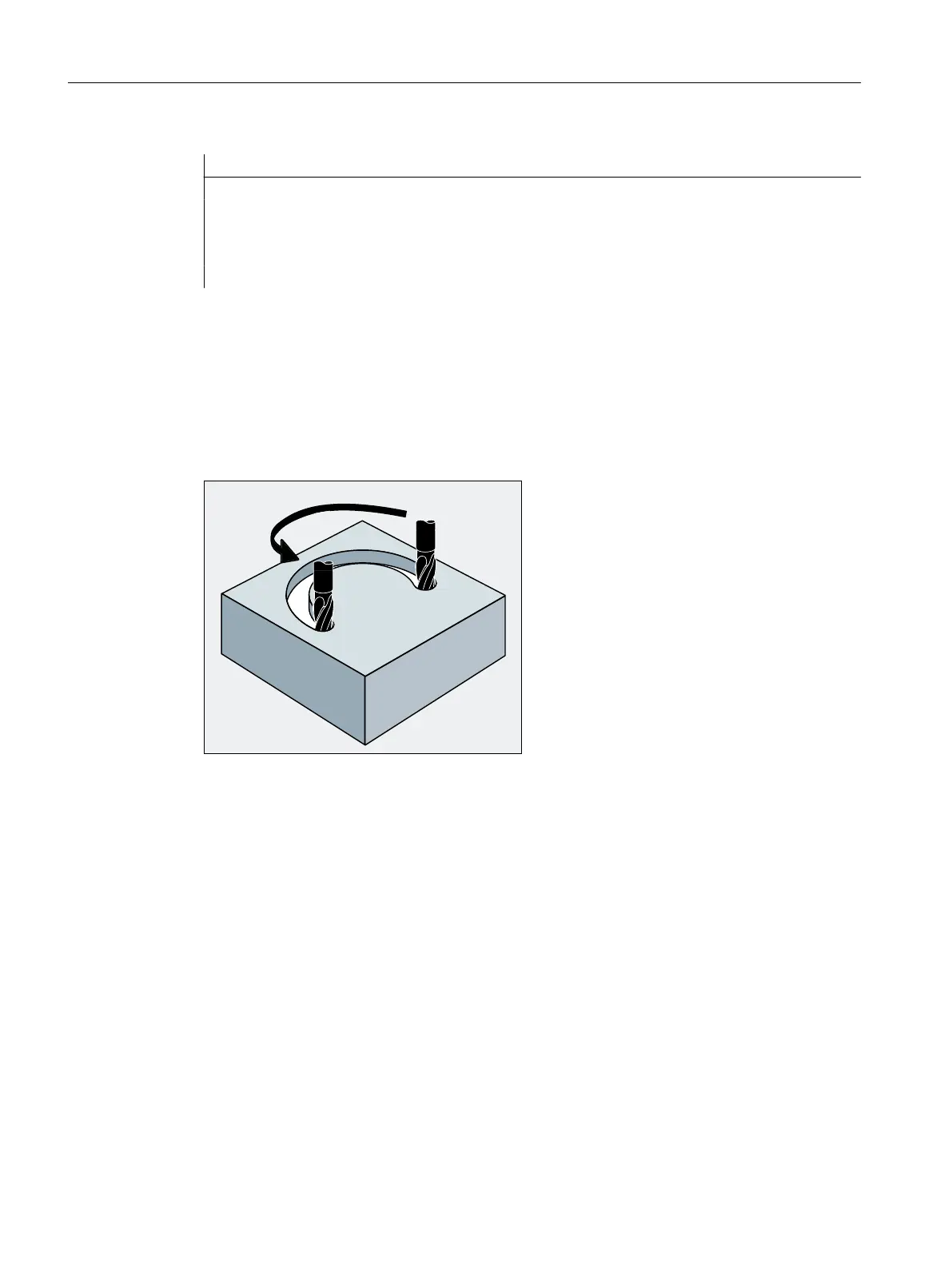
Circular interpolation enables the machining of full circles or arcs.
Figure 2-3 Application example: Milling a circular way
Programming options
The control system offers various options of programming circular movements. This allows the
user to implement almost any type of drawing dimension directly.
● Circular interpolation with center point and end point (G2/G3, X... Y... Z..., I... J... K...)
(Page 189)
● Circular interpolation with radius and end point (G2/G3, X... Y... Z..., CR) (Page 191)
● Circular interpolation with opening angle and end point / center point (G2/G3, X... Y... Z... /
I... J... K..., AR) (Page 193)
● Circular interpolation with polar coordinates (G2/G3, AP, RP) (Page 195)
● Circular interpolation with intermediate point and end point (CIP, X... Y... Z..., I1... J1... K1...)
(Page 197)
● Circular interpolation with tangential transition (CT, X... Y... Z...) (Page 200)
Fundamentals
2.9 Motion commands
NC programming
188 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














