The SETMS(<n>) command can be used in the NC program to define any spindle as the
master spindle. SETMS must be in a separate block.
Example:
Program code Comment
N10 SETMS (2) ; Spindle 2 is now the master spindle.
Note
The speed specified with S..., along with the functions programmed with M3, M4, M5, now
apply to the newly declared master spindle.
If SETMS is programmed without a spindle name, the master spindle programmed in the
machine data is used instead.
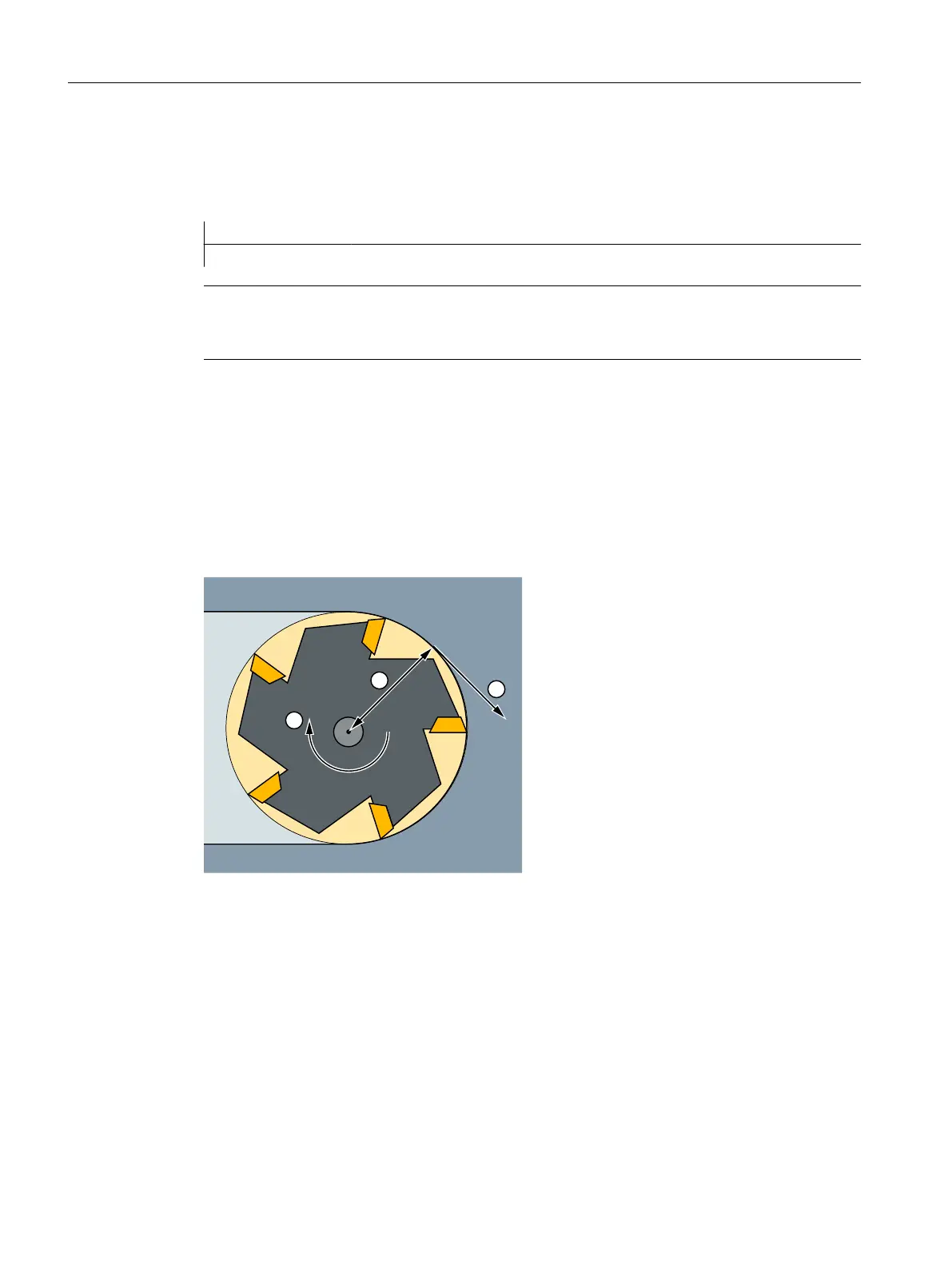
2.6.2 Tool cutting speed (SVC)
As an alternative to the spindle speed, the tool cutting speed, which is more commonly used in
practice, can be programmed for milling operations.
① Spindle speed
② Tool radius
③ Tool cutting speed
The control uses the radius of the active tool to calculate the effective spindle speed from the
programmed tool cutting speed:
S = (SVC * 1000) / (R
T
* 2π)
with: S: Spindle speed in rpm
SVC: Tool cutting speed in m/min or ft/min
R
T
: Radius of the active tool in mm
The tool type ($TC_DP1) of the active tool is not taken into account.
Fundamentals
2.6 Spindle motion
NC programming
92 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














