In absolute dimensions, the following position specifications result for points P1 to P3:
Position Position specification in absolute dimensions
P1 X20 Y35
P2 X50 Y60
P3 X70 Y20
2.1.1.5 Incremental dimension
Position specifications in incremental dimensions
In production drawings, the dimensions often do not refer to a zero point, but rather to another
workpiece point. So that these dimensions do not have to be converted, they can be specified
in incremental dimensions. In this method of dimensional notation, a position specification
refers to the previous point.
Applied to tool movement this means:
The incremental dimensions describe the distance the tool is to travel.
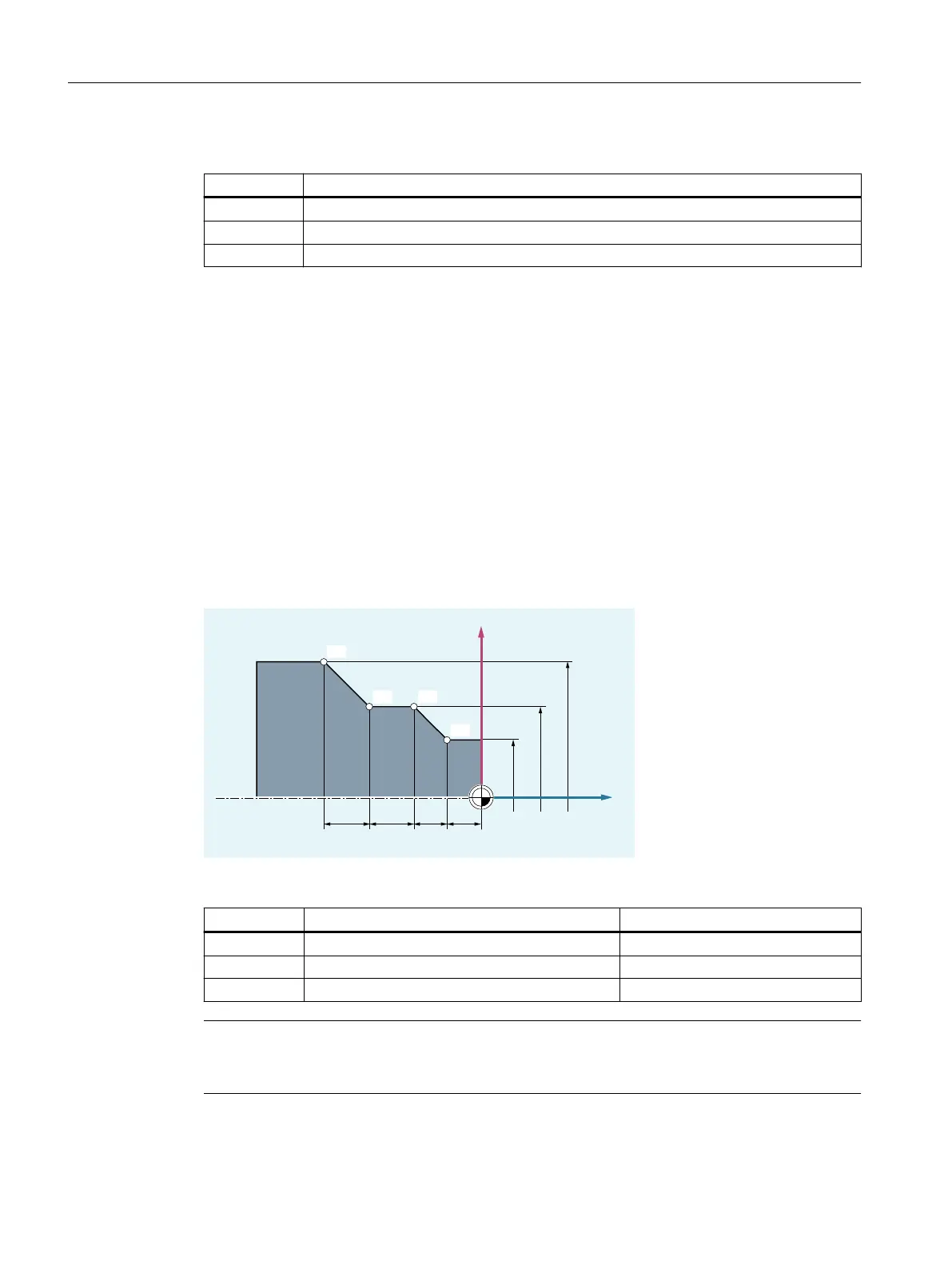
Example: Turning
3
3
3
3
;
=
In incremental dimensions, the following position specifications are obtained for points P2 to P4:
Position Position specification in incremental dimensions The specification refers to:
P2 X15 Z-7.5 P1
P3 Z-10 P2
P4 X20 Z-10 P3
Note
With DIAMOF or DIAM90 (Page 162) active, the set distance in incremental dimensions (G91)
is programmed as a radius dimension.
Fundamentals
2.1 Fundamental Geometrical Principles
NC programming
32 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














