3.25.1.47 CYCLE4073 - longitudinal grinding with continuous infeed
Syntax
CYCLE4073(<S_A>, <S_B>, <S_W>, <S_U>, <S_K>, <S_H>, <S_A1>, <S_A2>)
Parameters
No. Parameter Data type Meaning
1 <S_A> REAL Infeed depth at the start
2 <S_B> REAL Infeed depth at the end
3 <S_W> REAL Grinding width
4 <S_U> REAL Sparking-out time
5 <S_K> REAL Feedrate for transverse infeed
6 <S_H> INT Number of repetitions
7 <S_A1> AXIS Infeed axis (optional) or 1st geometry axis
8 <S_A2> AXIS Oscillating axis (optional) or 2nd geometry axis
Function
The cycle is used for the execution of repeating infeeds. The infeed from the start to the end and
from the end to the start can be different.
Sequence
6B$!
6B%!
6B:!
) 6B.!
6B8!
6B8!
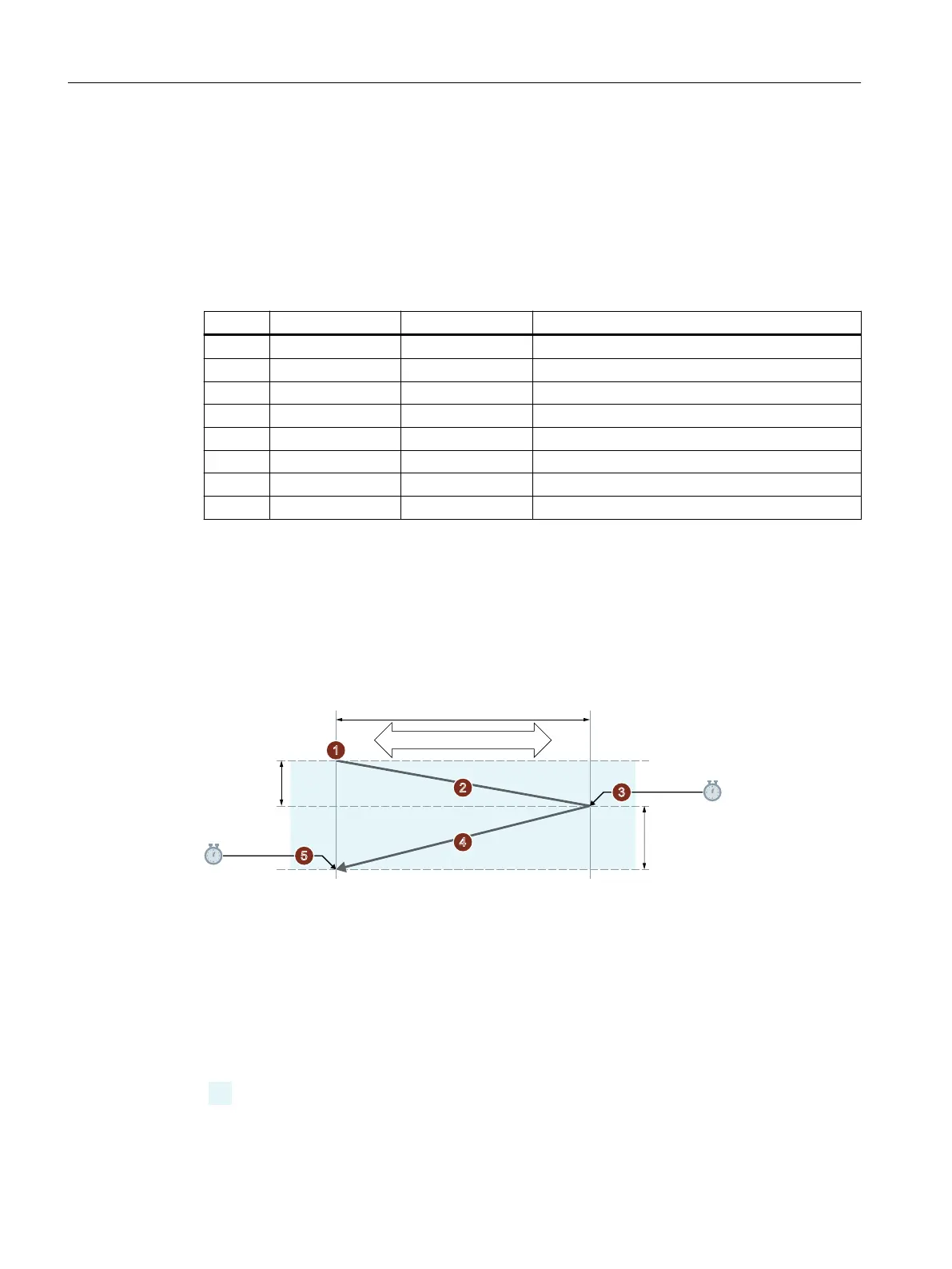
① Start of the cycle at the current position of the oscillating axis with infeed depth 0.
② Traversing of the oscillating axis with the grinding width <S_W> as travel path and feedrate for
transverse infeed <S_K> with continuous increase in the infeed depth up to the infeed depth at
the start <S_A>.
③ Sparking out with the sparking-out time <S_U>.
④ Traversing of the oscillating axis with the grinding width <S_W> as travel path to the starting point
and feedrate for transverse infeed <S_K> with continuous increase in the infeed depth up to the
infeed depth at the end <S_B>.
⑤ Sparking out with the sparking-out time <S_U>.
Indicates reiterating sequential steps.
The sequence is repeated until the programmed number of repetitions <S_H> has been reached.
Work preparation
3.25 Programming cycles externally
NC programming
1136 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














