● Frame statements are executed in the programmed sequence.
● Additive statements are frequently used in subprograms. The basic statements defined in
the main program are not lost after the end of the subprogram if the subprogram has been
programmed with the SAVE attribute.
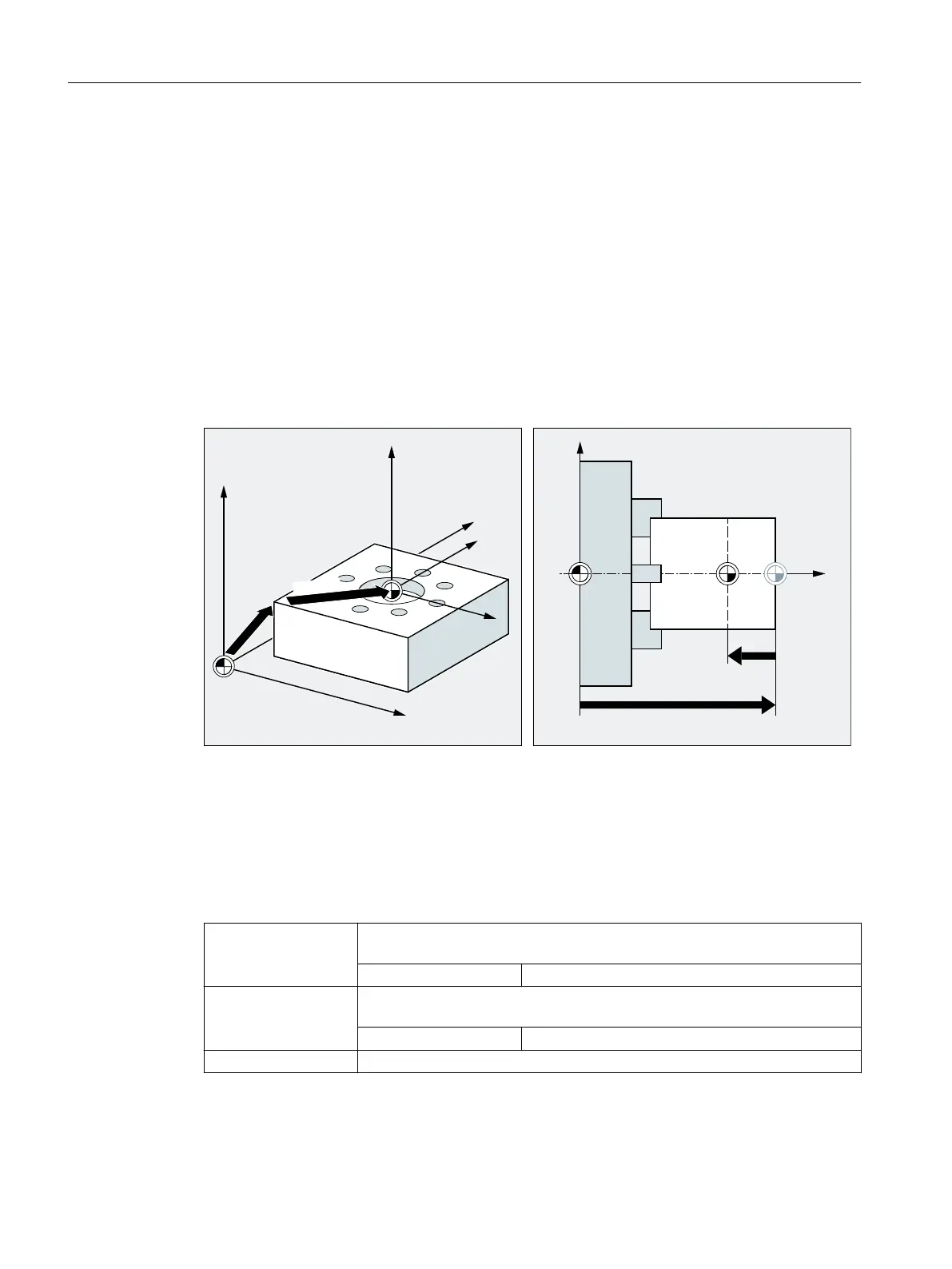
2.12.3 Programmable work offset (TRANS, ATRANS)
The TRANS command moves the WCS absolutely based on the SZS created with a settable
work offset (G54 ... G57, G505 ... G599).
The ATRANS command moves additively the WCS created with TRANS.
Milling: Turning:
Syntax
TRANS X… Y… Z…
ATRANS X… Y… Z…
Meaning
TRANS: Absolute offset of the WCS with reference to the workpiece zero (SZS) set with
a settable work offset (G54 ... G57, G505 ... G599).
Alone in the block: yes
ATRANS: Additive zero offset of the WCS with reference to the parameterized workpiece
zero set with TRANS
Alone in the block: yes
X... Y... Z... : Offset values in the direction of the specified geometry axes
Fundamentals
2.12 Coordinate transformations (frames)
NC programming
310 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














