Note
If no traversing motion is programmed in the block (e.g. computation block), the FB has no
effect.
If no explicit feedrate for chamfering/rounding is programmed, then the value of FB also applies
for any chamfering/rounding contour element in this block.
Feedrate interpolations FLIN, FCUB, etc. are also possible without restriction.
Simultaneous programming of FB and FD (handwheel travel with feedrate override) or F (modal
path feedrate) is not possible.
Example
Program code Comment
N10 G0 X0 Y0 G17 F100 G94 ;Initial setting
N20 G1 X10 ; Feedrate 100 mm/min
N30 X20 FB=80 ; Feedrate 80 mm/min
N40 X30 ; Feedrate is 100 mm/min again.
...
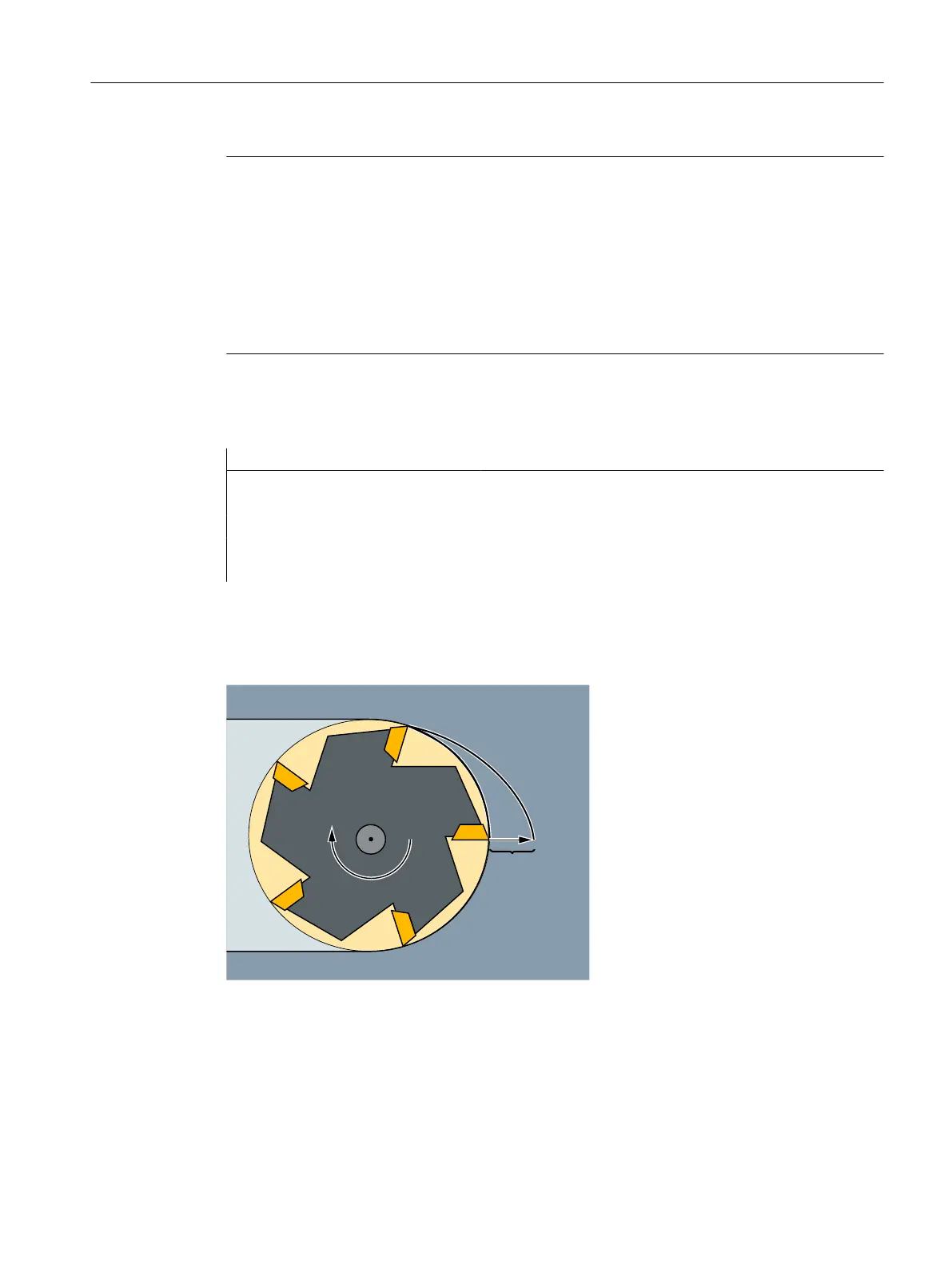
2.7.12 Tooth feedrate (G95 FZ)
Fundamentals
2.7 Feed control
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 137
 Loading...
Loading...














