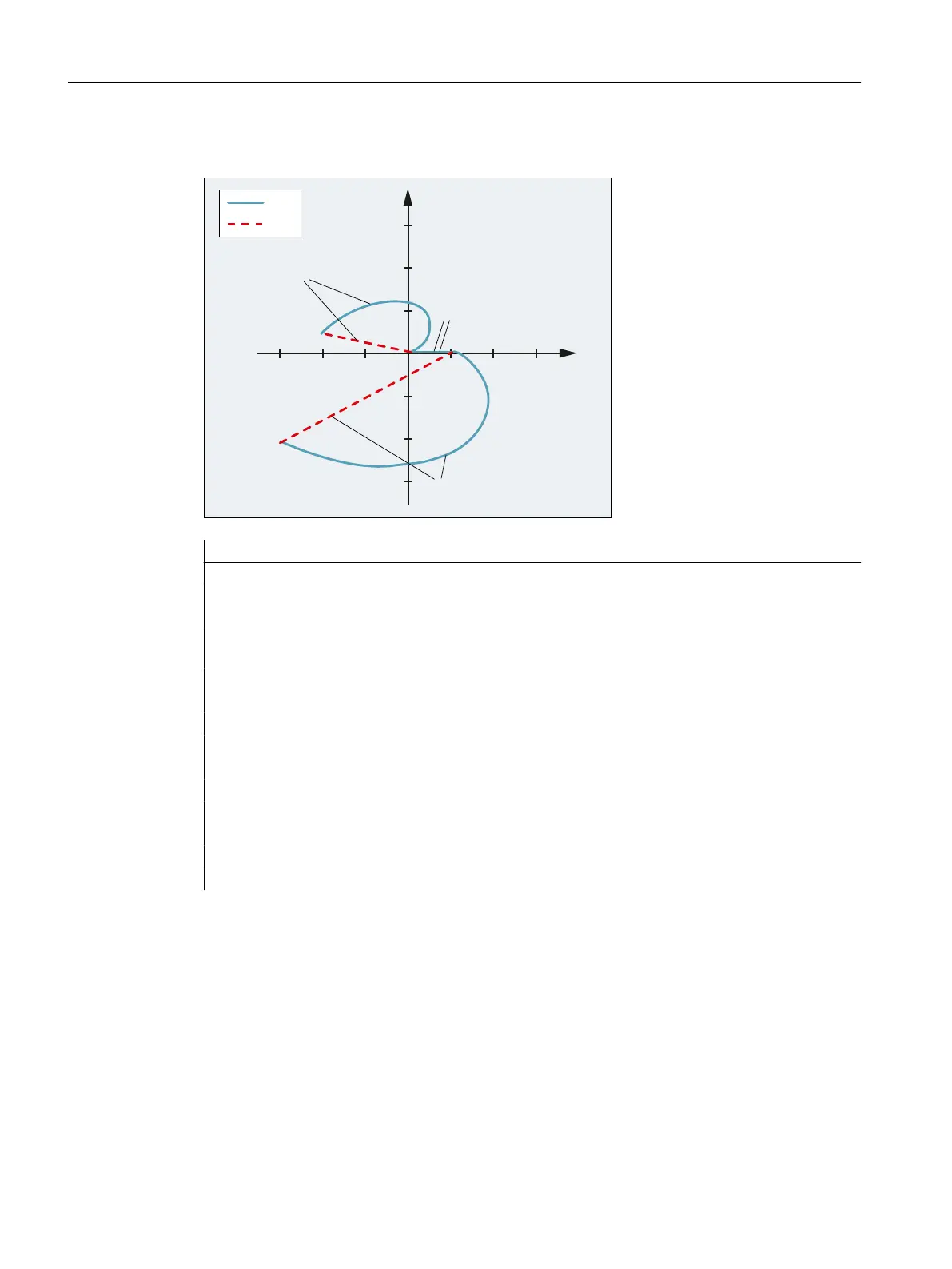
Traversing from the pole with PTPG0 and TRANSMIT
N070 X20 Y2
10
10
20
20-10-20-30
-10
-20
-30
N060 X0 Y0
N050 X10 Y0
PTP
CP
30
30
<
;
Programming Comment
N001 G0 X90 Z0 F10000 T1 D1 G90 ;Initial setting
N002 SPOS=0
N003 TRANSMIT ;TRANSMIT transformation
N010 PTPG0 ; for each G0 block, automatically PTP –
and then CP again.
N020 G0 X90 Y60
N030 X-90 Y-60
N040 X-30 Y-20
N050 X10 Y0
N060 X0 Y0
N070 X-20 Y2
N170 G1 X0 Y0
N160 X10 Y0
N150 X-30 Y-20
M30
3.9.12 Constraints when selecting a transformation
Function
Transformations can be selected via a part program or MDA. Please note:
● No intermediate movement block is inserted (chamfer/radii).
● Spline block sequences must be excluded; if not, a message is displayed.
● Fine tool compensation must be deselected (FTOCOF); if not a message is displayed.
Work preparation
3.9 Transformations
NC programming
718 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














