2.10.3 Compensation at the outside corners (G450, G451, DISC)
With tool radius compensation activated (G41/G42), command G450 or G451 can be used to
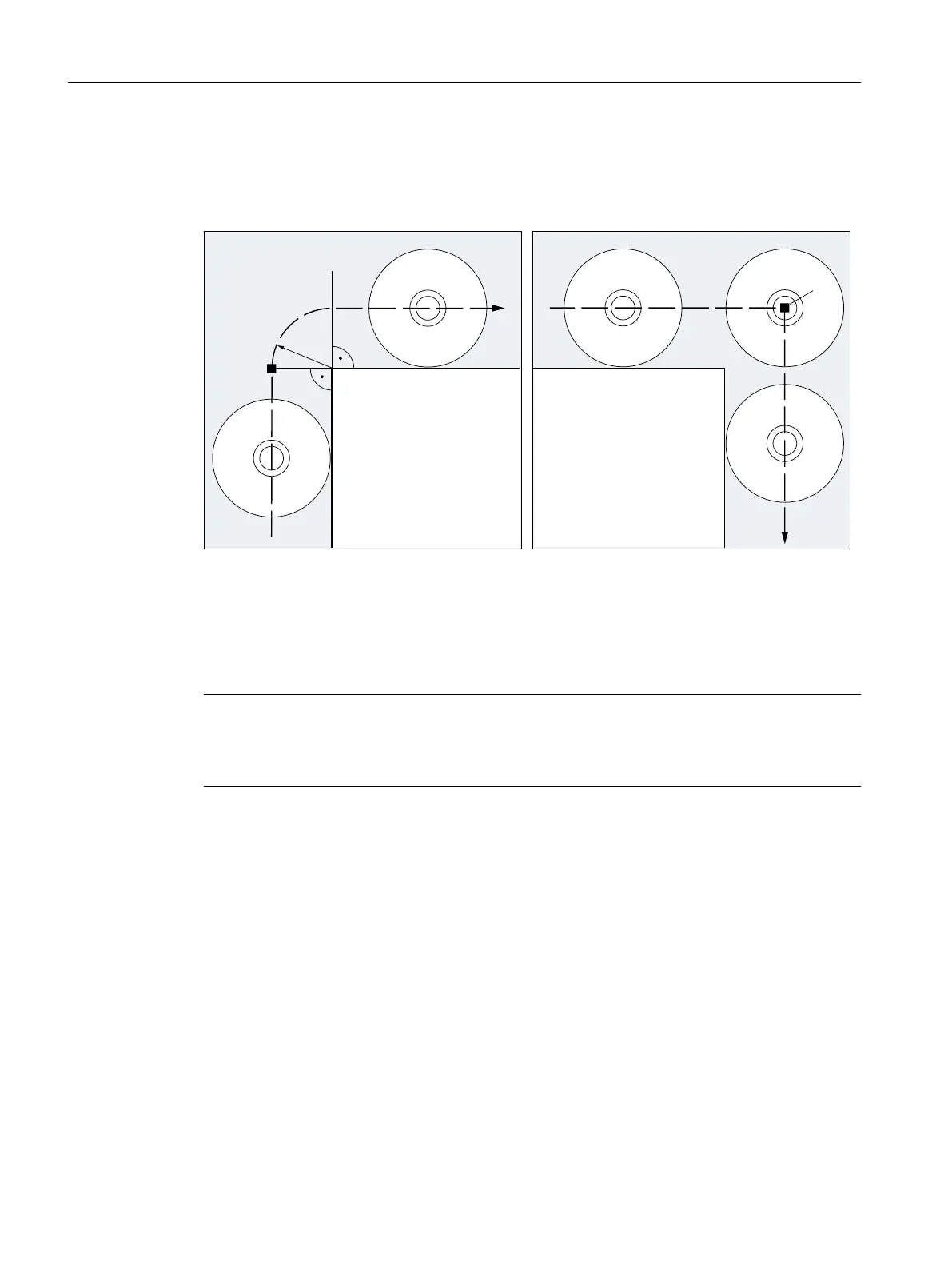
define the course of the compensated tool path when traveling around outside corners:
With G450, the tool center point travels
around the workpiece corner across an
arc with tool radius.
With G451, the tool center point approaches
the point of intersection of the two equidis‐
tants, which are located at a distance equiva‐
lent to the tool radius from the programmed
contour. G451 applies only to circles and
straight lines.
Note
G450/G451 is also used to define the approach path with KONT active and approach point
behind the contour (see "Approaching and leaving contour (NORM, KONT, KONTC, KONTT)
(Page 260)").
The DISC command can be used to distort the transition circles with G450, thereby producing
sharper contour corners.
Syntax
G450 [DISC=<value>]
G451
Fundamentals
2.10 Tool radius compensation
NC programming
268 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














