2
Operation 10.04
2.14 Work offsets
2
Siemens AG, 2004. All rights reserved
2-164 SINUMERIK 840D/840Di/810D Operation/Programming ShopMill (BAS) – 10.04 Edition
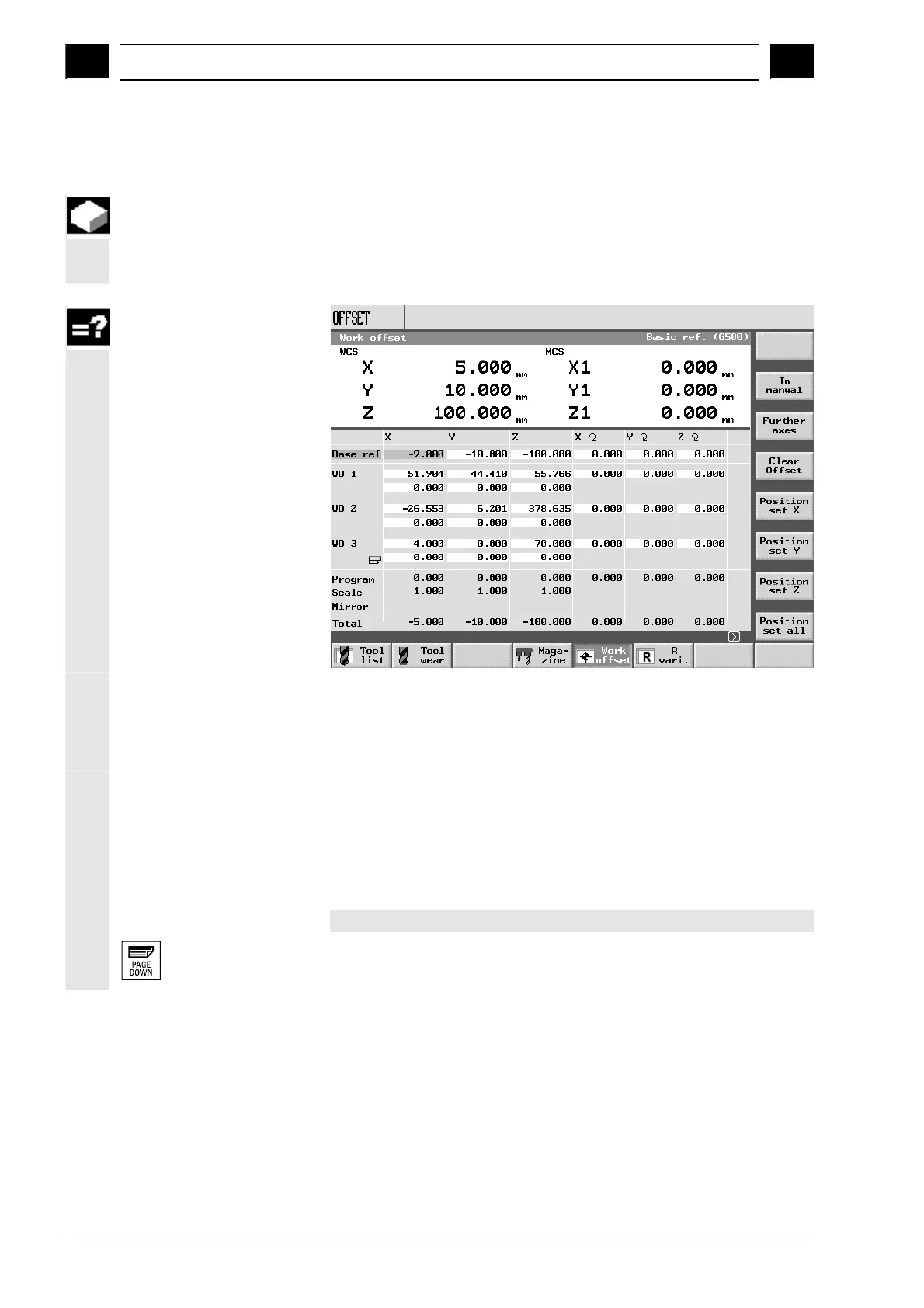
2.14.2 Work offset list
The individual work offsets as well as the total offset are all displayed
in the work offset list. The currently active work offset is displayed on
a gray background. The work offset list also includes the current axis
positions in the machine and workpiece coordinate systems.
Work offset list
Base offset
Basic reference The coordinates of the base offset appear.
You can change these here in the list.
Work offsets
NPV1 ... NPV3 The coordinates of the individual work offsets (1st line Coarse offset,
2nd line Fine offset) and the angle with which the coordinate system
may be rotated about an axis if necessary, are listed. You can change
this data here in the list (see Sec. "Defining work offsets").
Fine offsets must be set up by the machine manufacturer.
Please refer to the machine manufacturer's instructions.
You can display more work offsets with the "Page Down" key.

 Loading...
Loading...



























