3
Programming with ShopMill 10.04
3.8 Millin
3
Siemens AG, 2004. All rights reserved
3-272 SINUMERIK 840D/840Di/810D Operation/Programming ShopMill (BAS) – 10.04 Edition
EP Max. insertion gradient (only for helical insertion)
The gradient of the helix may be smaller in some geometric conditions.
mm/rev
ER Insertion radius (only for helical insertion)
The radius must not be larger than the cutter radius, otherwise material will remain.
lso make sure the pocket is not violated.
mm
FZ Depth infeed rate (for insertion in center only) mm/min
mm/tooth
Remove stock
Complete mach.:
The pocket must be milled from a solid workpiece (e.g. casting).
Remachining:
small pocket or hole has already been machined in the workpiece. This needs to
be enlarged. Parameters AZ, and ∅ must be programmed.
FS Chamfer width (for chamfer only), inc. mm
ZFS Insertion depth tool tip (for chamfer only), abs. or inc. mm
Z Depth of premachined pocket or hole (for remachining only) mm
∅1
Diameter of premachined pocket or hole (for remachining only) mm
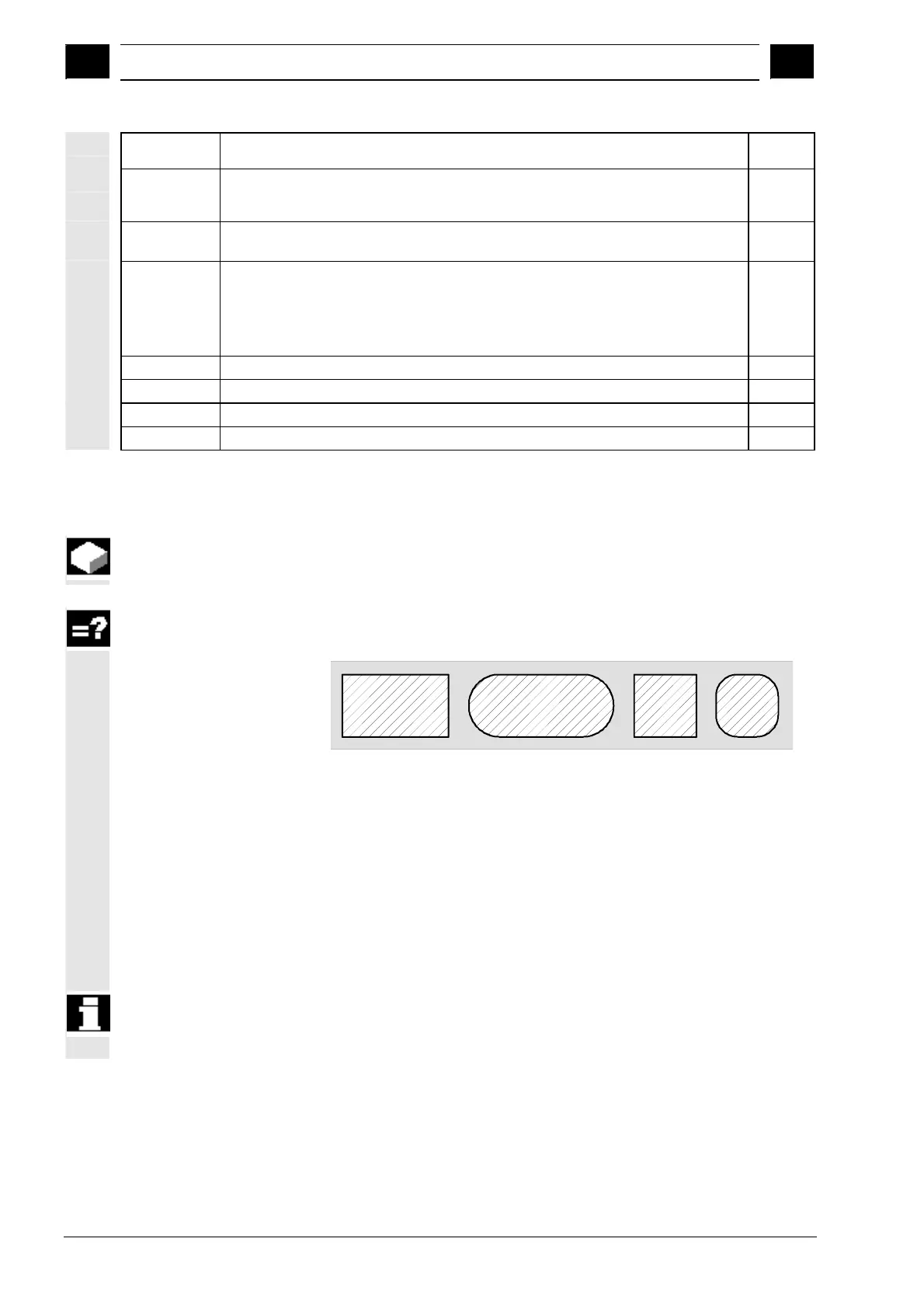
3.8.4 Rectangular spigot
The "Rectangular spigot" function is used when you want to mill
various rectangular spigots.
You can select from the following shapes with or without a corner
radius:
Rectangular spigot
Depending on the dimensions of the rectangular spigot in the
workpiece drawing, you can select a corresponding reference point fo
the rectangular spigot.
In addition to the required rectangular spigot, you must also define a
blank spigot, i.e. the outer limits of the material. The tool moves at
rapid traverse outside this area. The blank spigot must not overlap
adjacent blank spigots and is placed by ShopMill automatically on the
finished spigot in a centered position.
The spigot is machined using only one infeed. If you want to machine
the spigot using multiple infeeds, you must program the "Rectangular
spigot" function several times with a reducing finishing allowance.

 Loading...
Loading...



























