3
10.04 Programming with ShopMill
3.7 Drillin
3
Siemens AG, 2004. All rights reserved
SINUMERIK 840D/840Di/810D Operation/Programming ShopMill (BAS) – 10.04 Edition 3-235
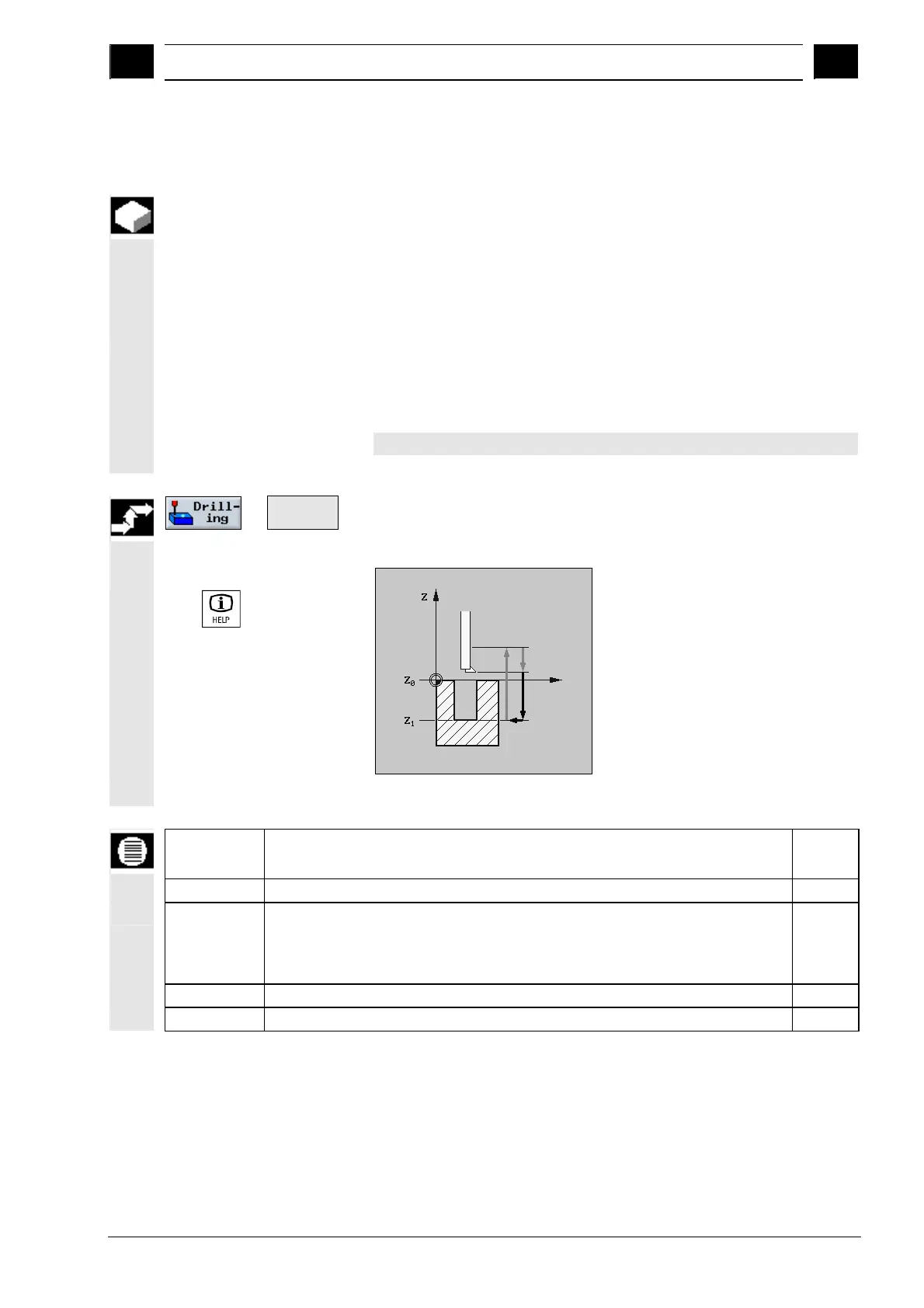
3.7.4 Boring
The tool is moved at rapid traverse to the programmed position,
allowing for the retraction plane and safety clearance. It is then
inserted into the workpiece at the feedrate programmed under F until
it reaches the programmed depth (Z1). The spindle stops are a
specific position there. "Lift off contour" or "Do not lift off contour" can
be programmed on expiry of the dwell time.
With retraction, withdrawal distance D and the tool orientation angle α
can either be defined via machine data or in the parameter screen. If
both parameters are pre-assigned via machine data, they do not
appear in the parameter screen.
Please refer to the machine manufacturer's instructions.
Boring
Press the "Drilling" and "Boring" softkeys.
Call help display with
the
key
Help display for boring
Parameters Description Unit
T, D, F, S, V See Sec. "Programming the tool, offset value and spindle speed".
Lift off
Do not lift off
The cutting edge is retracted from the bore edge and then moved back to the
retraction plane.
The cutting edge is not retracted, but traverses back to the safety clearance in rapid
traverse.
Z1 Depth with reference to Z0 (abs. or inc.) mm
Z0 Height of workpiece; Z0 is specified in the position pattern ("Positioning" softkey). mm

 Loading...
Loading...



























