3
10.04 Programming with ShopMill
3.8 Millin
3
Siemens AG, 2004. All rights reserved
SINUMERIK 840D/840Di/810D Operation/Programming ShopMill (BAS) – 10.04 Edition 3-277
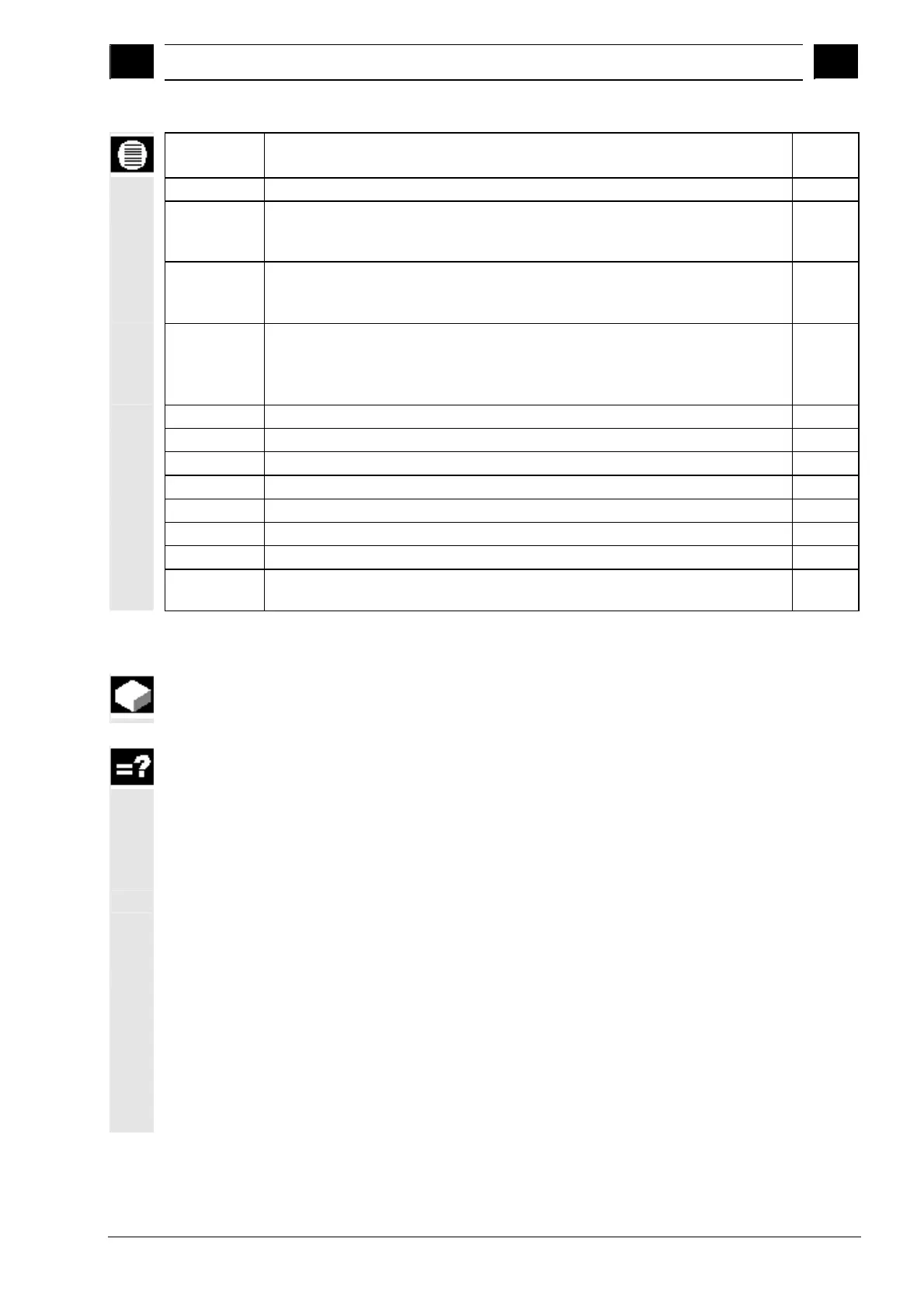
Parameters Description Unit
T, F, S, V See Sec. "Programming the tool, offset value, and spindle speed".
Machining type
Roughing
Finishing
Chamfer
Single pos.
Pos. pattern
circular spigot is machined at the programmed position (X0, Y0, Z0).
Several circular spigots are machined in a position pattern (e.g. full circle, matrix,
line).
X0
Y0
Z0
The positions refer to the reference point:
Position in X direction (single position only), abs. or inc.
Position in Y direction (single position only), abs. or inc.
Workpiece height (single position only), abs. or inc.
mm
mm
mm
∅
Diameter of spigot after machining mm
Z1 Depth of spigot (abs. or inc.) (not for chamfer) mm
FS
Chamfer width (for chamfer only), inc.
mm
ZFS
Insertion depth tool tip (for chamfer only), abs. or inc.
mm
DZ Max. depth infeed (Z direction) (not for chamfer) mm
UXY Finishing allowance in plane (spigot diameter) (not for chamfer) mm
ZU Finishing allowance depth (spigot base) (not for chamfer) mm
∅1
Diameter of blank spigot
(important for determining approach position)
mm
3.8.6 Longitudinal slot
Use the "Longitudinal slot" function if you want to mill any kind of
longitudinal slot.
The following machining methods are available:
• Mill longitudinal slot from solid material.
• Predrill longitudinal slot in the center first if, for example, the
milling cutter does not cut across center (program the drilling,
rectangular pocket and position program blocks one after
another).
Depending on the dimensions of the longitudinal slot in the workpiece
drawing, you can select a corresponding reference point for the
longitudinal slot.
Approach/retraction
1. The tool moves at rapid traverse to the retraction plane and
infeeds at safety clearance.
2. The tool is inserted into the material according to the chosen
strategy.
3. The longitudinal slot is always machined with the chosen
machining type from inside out.
4. The tool moves back to the safety clearance at rapid traverse.

 Loading...
Loading...



























