3
10.04 Programming with ShopMill
3.3 Creatin
a se
uential control
ro
ram
3
Siemens AG, 2004. All rights reserved
SINUMERIK 840D/840Di/810D Operation/Programming ShopMill (BAS) – 10.04 Edition 3-181
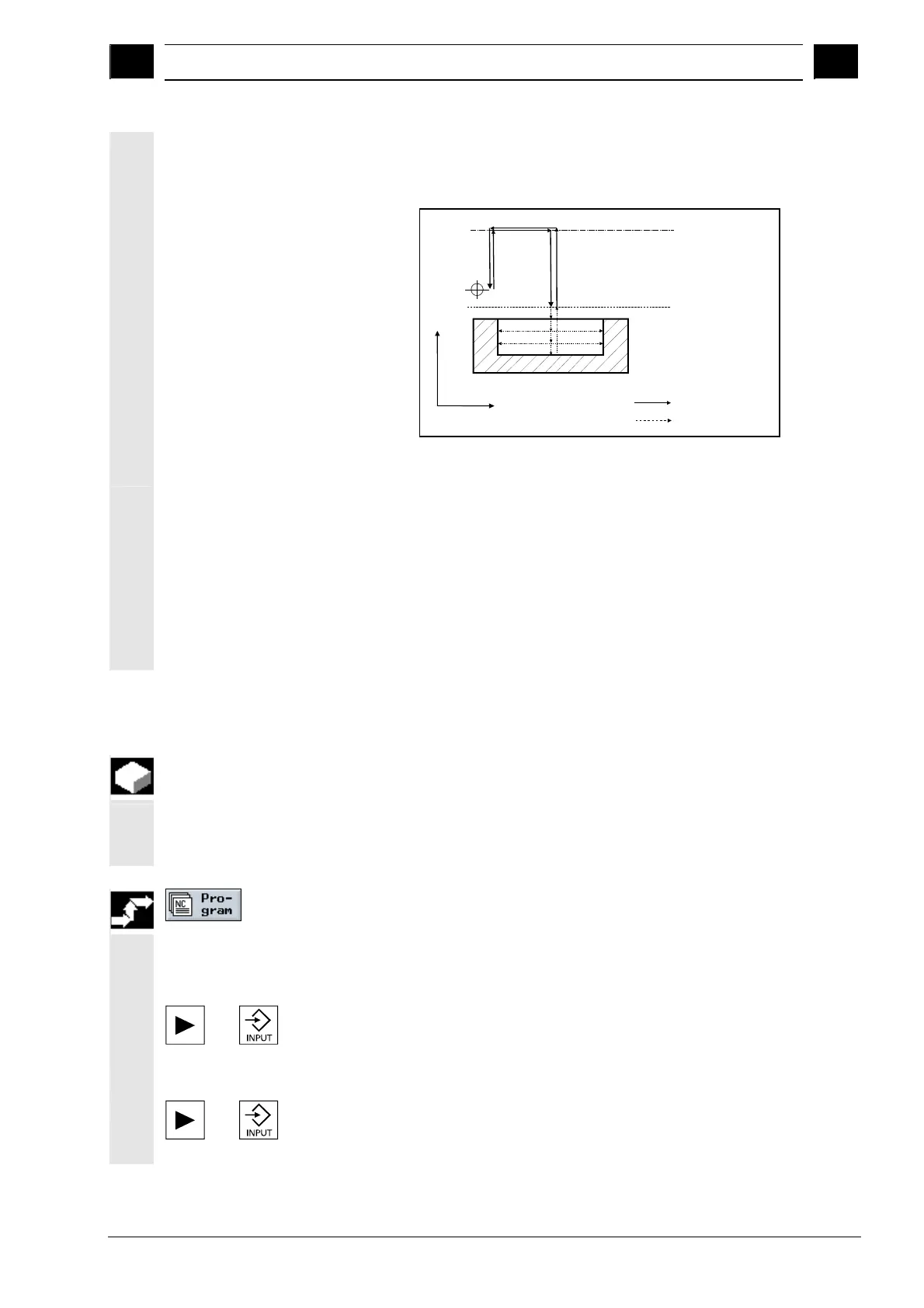
Positioning of the tool is performed at rapid traverse first in the
Z direction to the retraction plane (RP) and then at rapid
traverse in the X/Y plane
X
Z
Safety
clearance (SC)
Return
plane (RP)
Tool change
point
Rapid traverse
Machining feedrate
Approach to cycle below the retraction plane
• Tool axis travels in rapid traverse to safety clearance (SC)
• The cycle is then processed at the programmed machining
feedrate
• On completion of machining, the tool travels to the cycle center in
the X/Y plane at machining feedrate and then moves away from
the workpiece with the tool axis until it reaches safety clearance
• The tool axis then retracts to the retraction plane in rapid traverse
• The tool change point is approached from the retraction plane in
rapid traverse
3.3.3 Changing program blocks
You can optimize the parameters in the programmed ShopMill blocks
later or adapt them to new situations, e.g. if you want to increase the
feedrate or change a position. In this case, you can change all the
parameters in every program block directly in the associated
parameterization screen form.
Press the "Program" softkey.
The directory overview is displayed.
Place the cursor on the directory that contains the program that
you want to open.
-or-
Press the "Input" or "Cursor Right" key.
All the programs in this directory are displayed.
Select the program that you want to change.
-or-
Press the "Input" or "Cursor Right" key.
The machining plan of the program is displayed.

 Loading...
Loading...



























