3
Programming with ShopMill 10.04
3.2 Pro
ram structure
3
Siemens AG, 2004. All rights reserved
3-174 SINUMERIK 840D/840Di/810D Operation/Programming ShopMill (BAS) – 10.04 Edition
3.2 Program structure
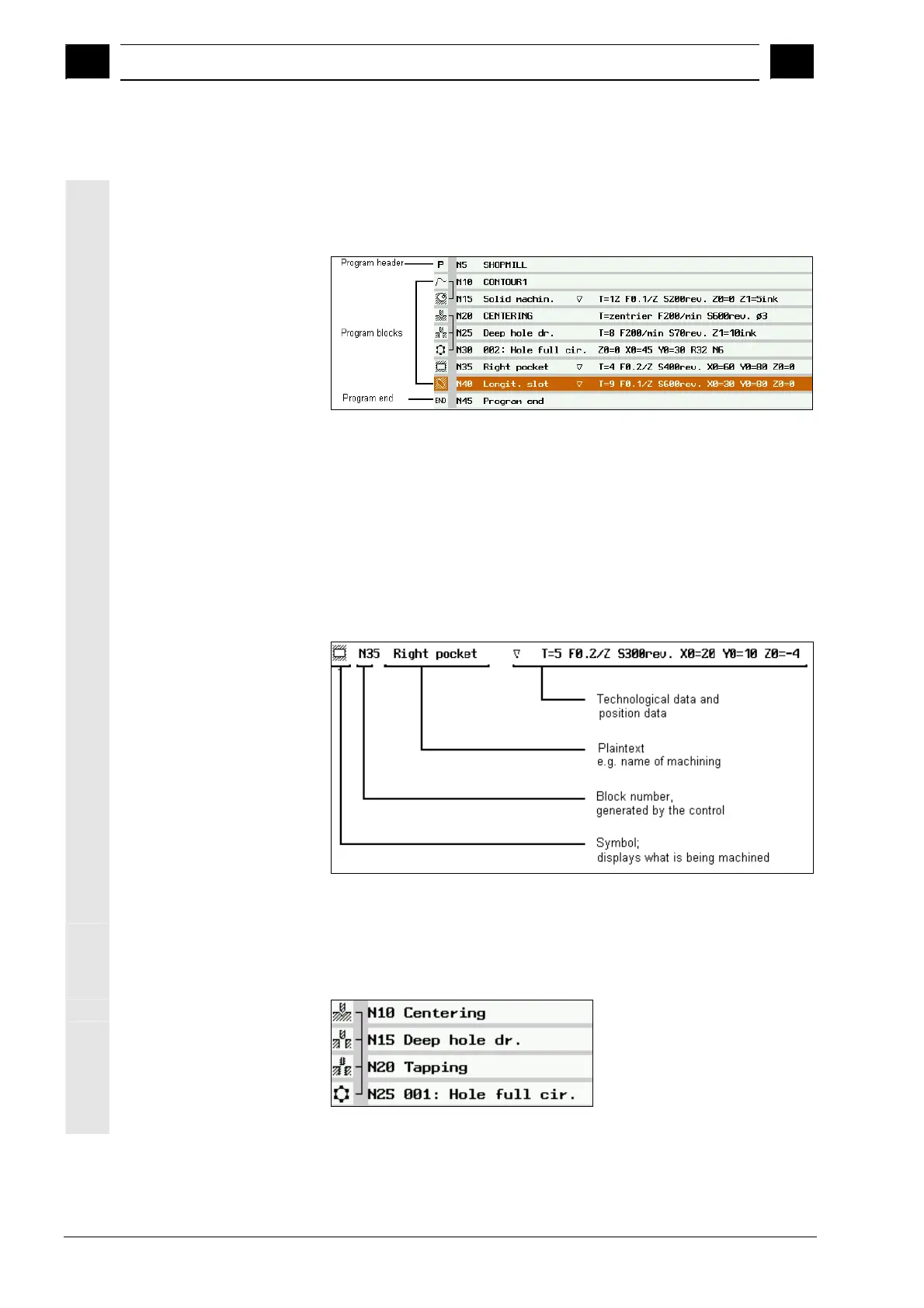
The program is divided into 3 subsections:
Program header, program blocks and program end.
These sub-areas form a machining plan.
Program structure
Program header
The program header contains the dimensions of the blank and
parameters which are effective throughout the program, e.g.
• dimension in mm or inches
• tool axis X, Y or Z
• retraction plane, safety clearance, machining direction
Program blocks
To obtain a finished part, you must first program the various
machining operations, travel motions, machine commands, etc. The
programming is performed in the program blocks.
Chained machining
The control automatically chains the technology and position blocks.
These blocks are identified by a square bracket immediately beside
the machining symbol. The brackets are inserted from the beginning
to the end of the sequence of chained blocks.
Blocks N10 to N25 are chained

 Loading...
Loading...



























