3
Programming with ShopMill 10.04
3.7 Drillin
3
Siemens AG, 2004. All rights reserved
3-246 SINUMERIK 840D/840Di/810D Operation/Programming ShopMill (BAS) – 10.04 Edition
Cylinder surface
transformation
When working with the cylinder surface transformation, please note
that the A axis or B axis is not supported in all cases. Programming of
any position in the XYA plane is not possible while cylinder surface
transformation is active.
A work offset in the rotary axis A or B is effective even while cylinder
surface transformation is active.
Select with softkey
Positions
3.7.9 Freely programmable positions
This pattern allows you to program positions freely, i.e. rectangular or
polar, in the X/Y, X/A, and XYA plane.
Individual positions are approached in the order in which you program
them. Press softkey "Delete all" to delete all positions programmed in
X/Y.
Rotary axis
• XA plane
You program in XA to prevent the Y axis moving during machining, if
required.
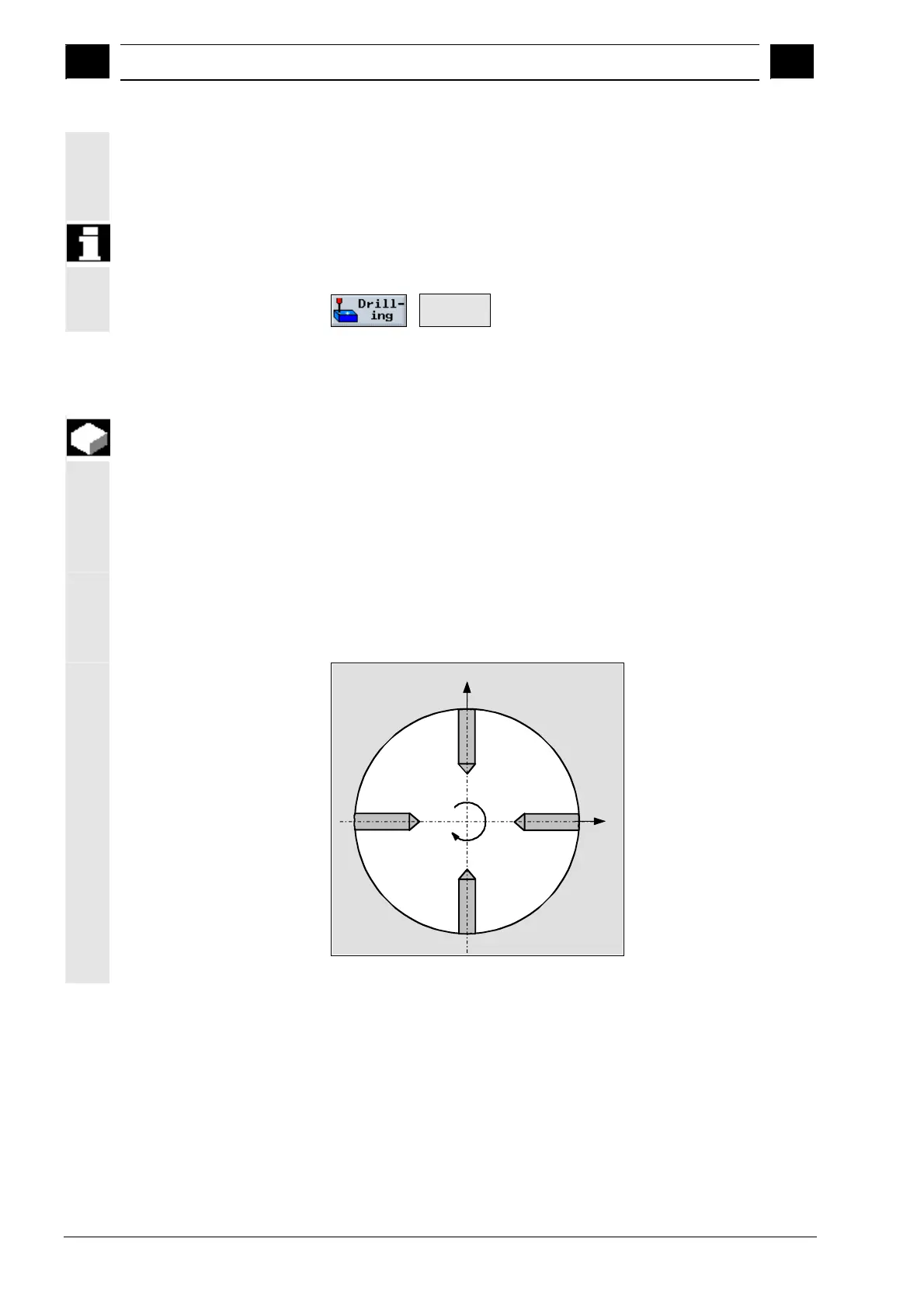
To ensure that the drill-holes point to the center of the "Cylinder", you
must first position the Y axis centrally above the "Cylinder".
A
Y
Z
A
Drill-holes point toward the center

 Loading...
Loading...



























