2
Operation 10.04
2.6 Measurin
work
iece zero
2
Siemens AG, 2004. All rights reserved
2-90 SINUMERIK 840D/840Di/810D Operation/Programming ShopMill (BAS) – 10.04 Edition
Positioning a rotary axis
and entering a feedrate
Once you have measured the workpiece zero you must reposition the
rotary axis.
The activation window asking whether you want to "Position rotary
axis X to align?" is displayed.
Select "Yes" if you want to position the rotary axis.
An input field for the feedrate and the softkey "Rapid traverse" are
displayed.
Rapid
traverse
Press the "Rapid traverse" softkey to enter the feedrate in rapid
traverse.
- OR -
Enter the desired offset in input field "F".
Cycle Start
Press the "Cycle Start" key.
The rotary axis is repositioned.
2.6.7 Calibrating an electronic measuring tool
When the electronic measuring tools are attached to the spindle,
clamping tolerances often occur. This can lead to measurement
errors.
In addition, you need to determine the trigger point of the measuring
tool relative to the spindle center (trigger point).
Therefore, you need to calibrate the electronic measuring tool. The
radius is calibrated in a hole, the length is calibrated on a surface. For
the hole, you can use a hole in the workpiece or use a ring gauge.
The radius of the measuring tool must be contained in the tool list.
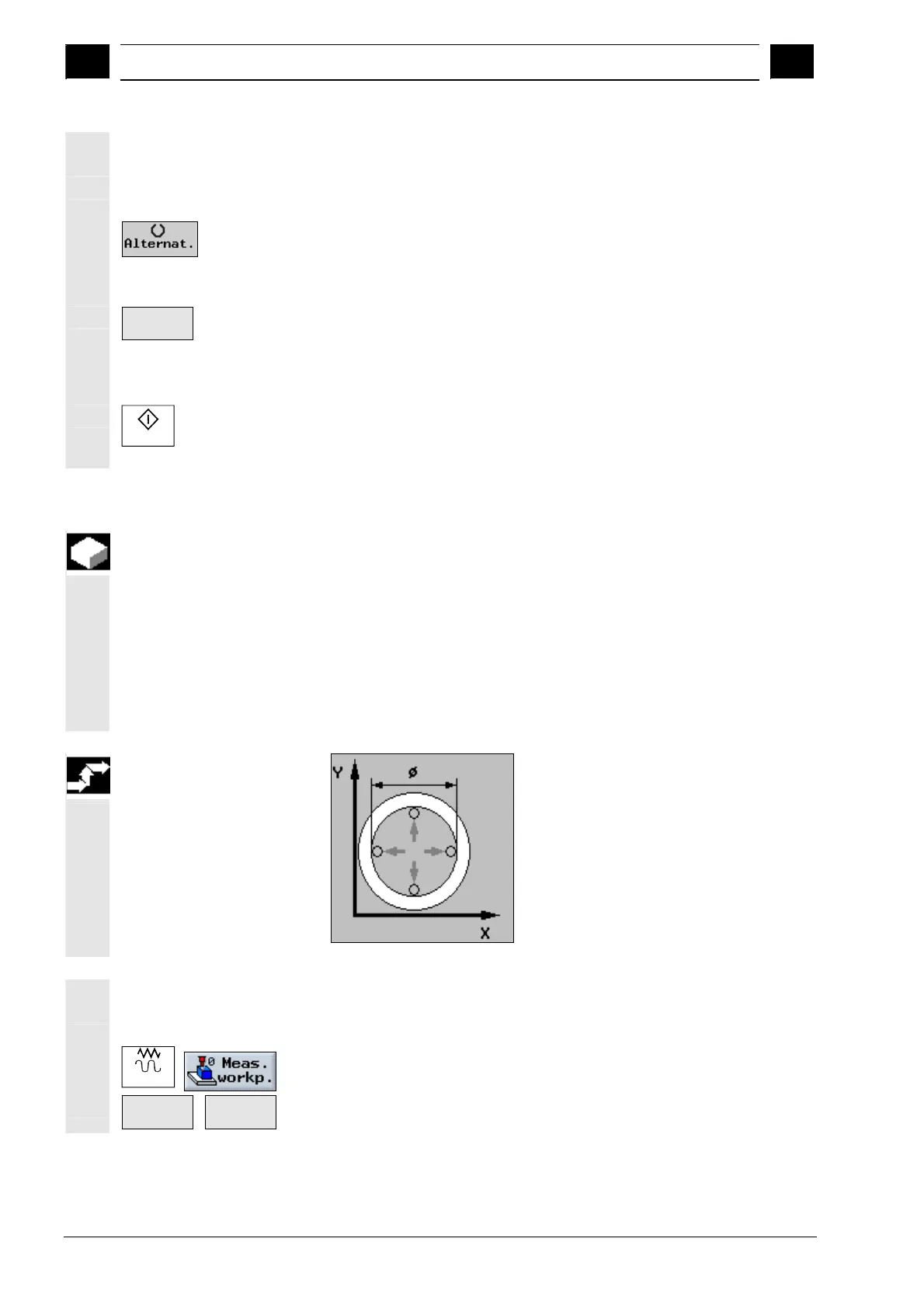
Calibrating a radius
1. Attach a 3D probe type tool to the spindle.
2. Move the tool into the hole and position it in the approximate
center of the hole.
Jog
3. In "Machine Manual" mode, select the "Meas. workp." softkey.
Calibration
probe
Radius
4. Press the "Calibration probe" and "Radius" softkeys.

 Loading...
Loading...



























