Detailed Description
2.7 Basic tool orientation
Tool Compensation (W1)
Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
2-111
The reference to this auxiliary plane serves only to calculate the end position. Active frames
are not affected by this internal calculation.
Instead of MOVT= ... it is also possible to write MOVT=IC( ...) if it is to be plainly visible
that MOVT is to function incrementally. There is no functional difference between the two
forms.
Supplementary conditions
The following supplementary conditions apply to programming with MOVT:
• It is independent of the existence of a toolholder with orientation capability. The direction
of the motion is dependent on the active plane. It runs in the direction of the vertical axes,
i.e., with G17 in Z direction, with G18 in Y direction and with G19 in X direction. This
applies both where no toolholder with orientation capability is active and for the case of a
toolholder with orientation capability without rotary tool or with a rotary tool in its basic
setting.
• MOVT acts similarly for active orientation transformation (345axis transformation).
• If in a block with MOVT the tool orientation is changed simultaneously (e.g., active 5axis
transformation by means of simultaneous interpolation of the rotary axes), the orientation
at the start of the block is decisive for the direction of movement of MOVT. The path of the
tool tip (TCP - Tool Center Point) is not affected by the change in orientation.
• Linear or spline interpolation (G0, G1, ASPLINE, BSPLINE, CSPLINE) must be active.
Otherwise, an alarm is produced. If a spline interpolation is active, the resultant path is
generally not a straight line, since the end point determined by MOVT is treated as if it had
been programmed explicitly with X, Y, Z.
• A block with MOVT must not contain any programming of geometry axes (alarm 14157).
2.7 2.7 Basic tool orientation
Application
Normally, the orientation assigned to the tool itself depends exclusively on the active
machining plane. For example, the tool orientation is parallel to Z with G17, parallel to Y with
G18 and parallel to X with G19.
Different tool orientations can only be programmed by activating a 5axis transformation. The
following system variables have been introduced in order to assign a separate orientation to
each tool cutting edge:
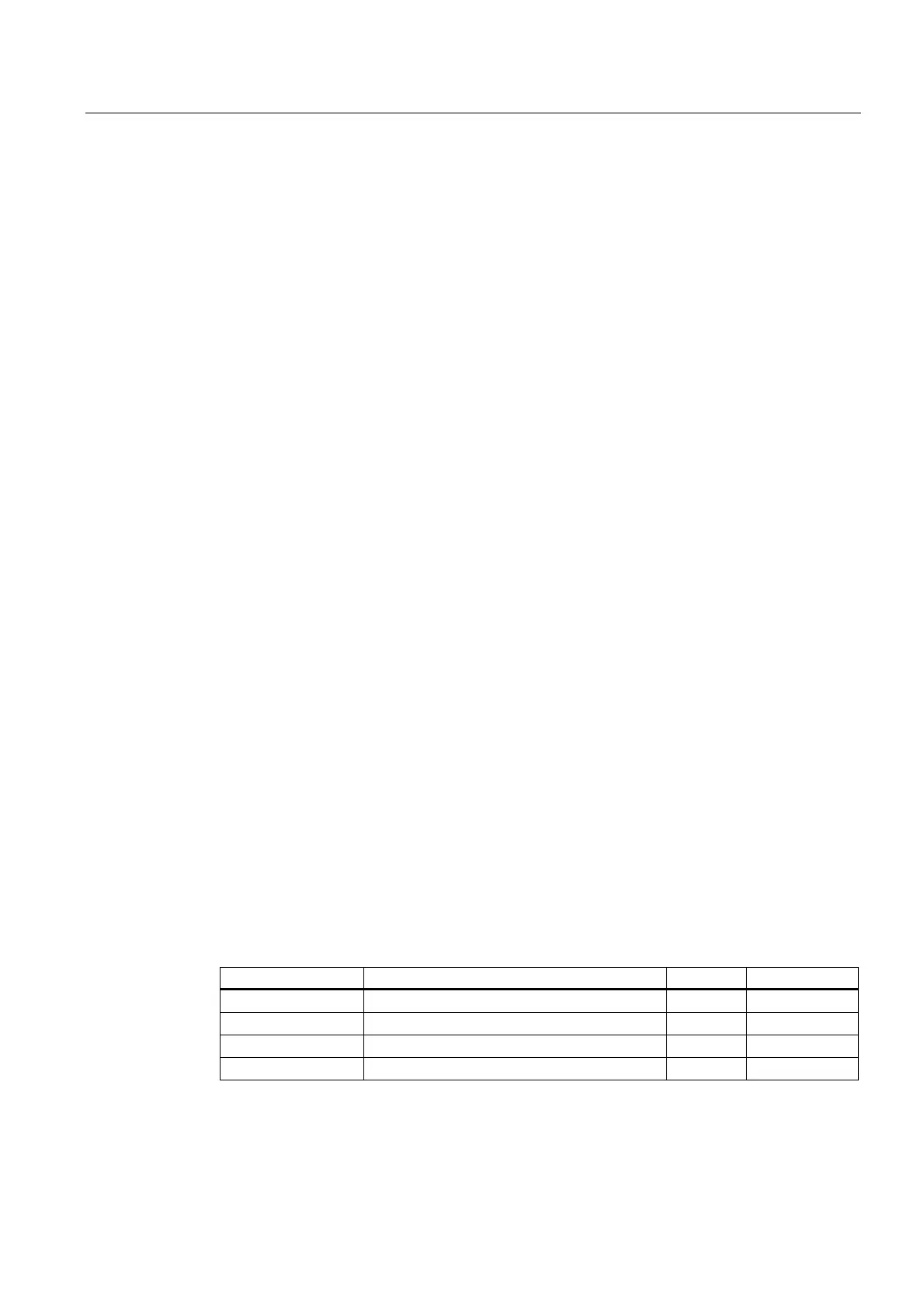
System variable Description of tool orientation Format Preassignment
$TC_DPV[t, d] Tool cutting edge orientation INT 0
$TC_DPV3[t, d] L1 component of tool orientation REAL 0
$TC_DPV4[t, d] L2 component of tool orientation REAL 0
$TC_DPV5[t, d] L3 component of tool orientation REAL 0
 Loading...
Loading...














