Detailed Description
2.3 Setpoint/actual-value system
Velocities, Setpoint/Actual-Value Systems, Closed-Loop Control (G2)
Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
2-39
Q
W>V@
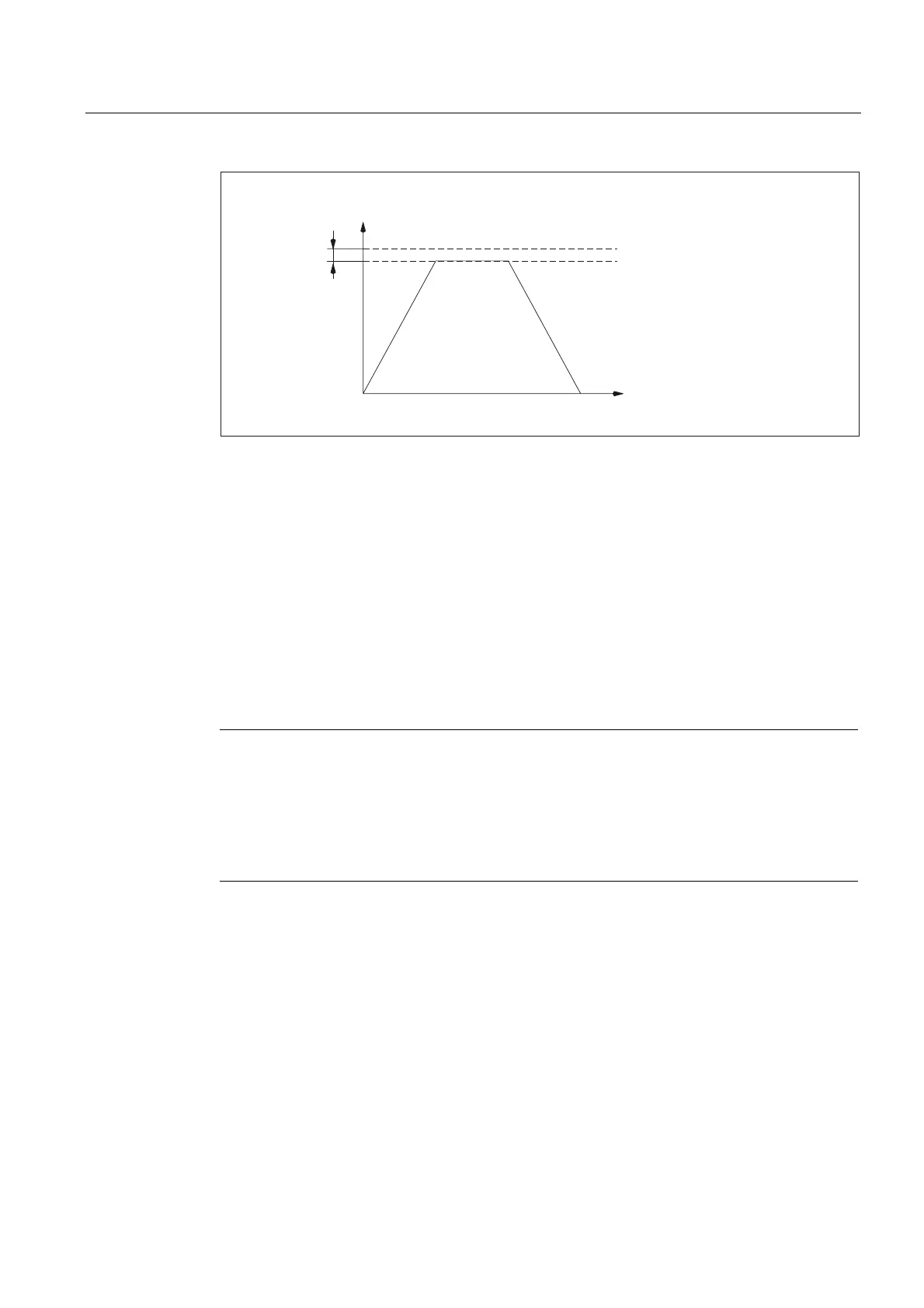
0'&75/287B/,0,7
0'0$;B$;B9(/2
0D[D[LVYHORFLW\
6SHHGVHWSRLQW
6HW
0D[VSHHGVHWSRLQW
Fig. 2-5 Maximum speed setpoint
However, due to control processes, the axes should not reach their maximum velocity
(MD32000 $MA_MAX_AX_VELO) at 100% of the speed setpoint, but at 80% to 95%.
For axes, which reach their maximum velocity at around 80% of the speed setpoint range,
the default setting (80%) of machine data:
MD32000 $MA_MAX_AX_VELO (maximum axis velocity)
should be applied.
With SINUMERIK 840D/810, machine data:
MD36210 $MA_CTRLOUT_LIMIT[n] (maximum speed setpoint)
and
MD1405/2405 $MD_MOTOR_SPEED_LIMIT (motor monitoring speed)
must agree.
Note
For more information about setpoint adjustment for SIMODRIVE digital drives, see:
References:
/IAD/ Installation & Startup Guide; "Axes and Spindles".
For more information about setpoint scaling for SIMODRIVE analog drives, see:
References:
/FB3/ Description of Functions, Special Functions; Analog Axis (TE2)
2.3.6 Actual-value processing
Actual-value resolution
In order to be able to create a correctly closed position control loop, the control system must
be informed of the valid actual-value resolution. The axis-specific machine data below are
used for this.
The control calculates the actual-value resolution from the settings made in the MD. The
control parameter sets of the position control are identified as servo parameter sets.
The machining process of the machine forms the basis of the position actual-value
acquisition.
 Loading...
Loading...














