Detailed Description
2.4 Frames
Axis Types, Coordinate Systems, Frames (K2)
Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
2-41
A fine offset can only be programmed if machine data
MD18600 $MN_FRAME_FINE_TRANS
is predefined with a value of 1.
If this is not the case, every assignment of a fine offset to settable frames and the basic
frame is rejected with the alarm "FRAME: fine offset not possible".
A fine offset changed by the operator does not apply until after activation of the
corresponding frame, i.e., activation via G500, G54 to G599.
Once activated, a fine offset of a frame remains active the whole time the frame is active.
When the offset of the current frame is displayed, the total offset (coarse offset and fine
offset) is output.
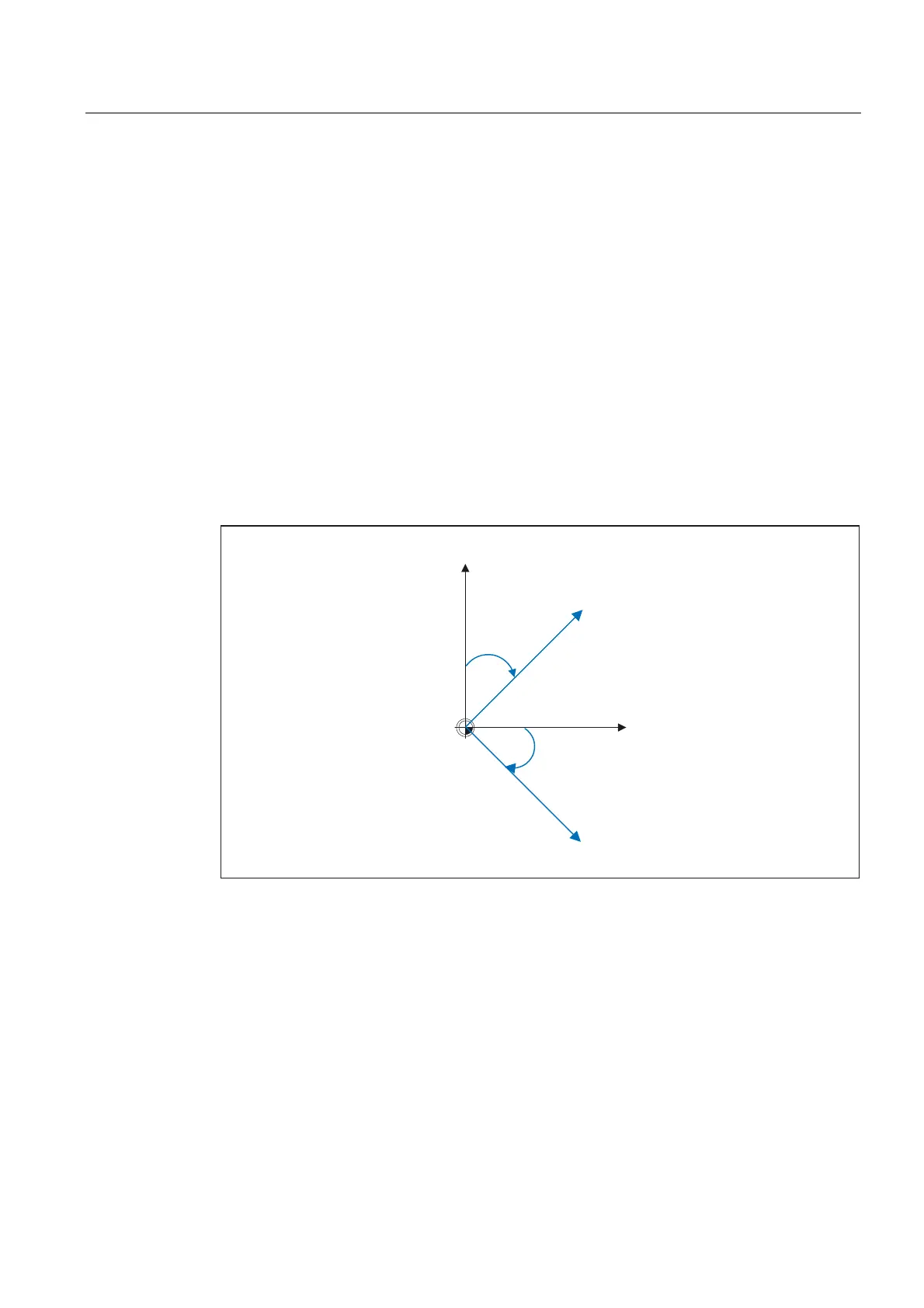
2.4.3.3 Rotations for geometry axes
The direction of rotation about the coordinate axes is determined by means of a right-hand,
rectangular coordinate system with axes X, Y and Z.
[
[
\
\
Rotations
 Loading...
Loading...














