Commissioning Manual
188 01/2017
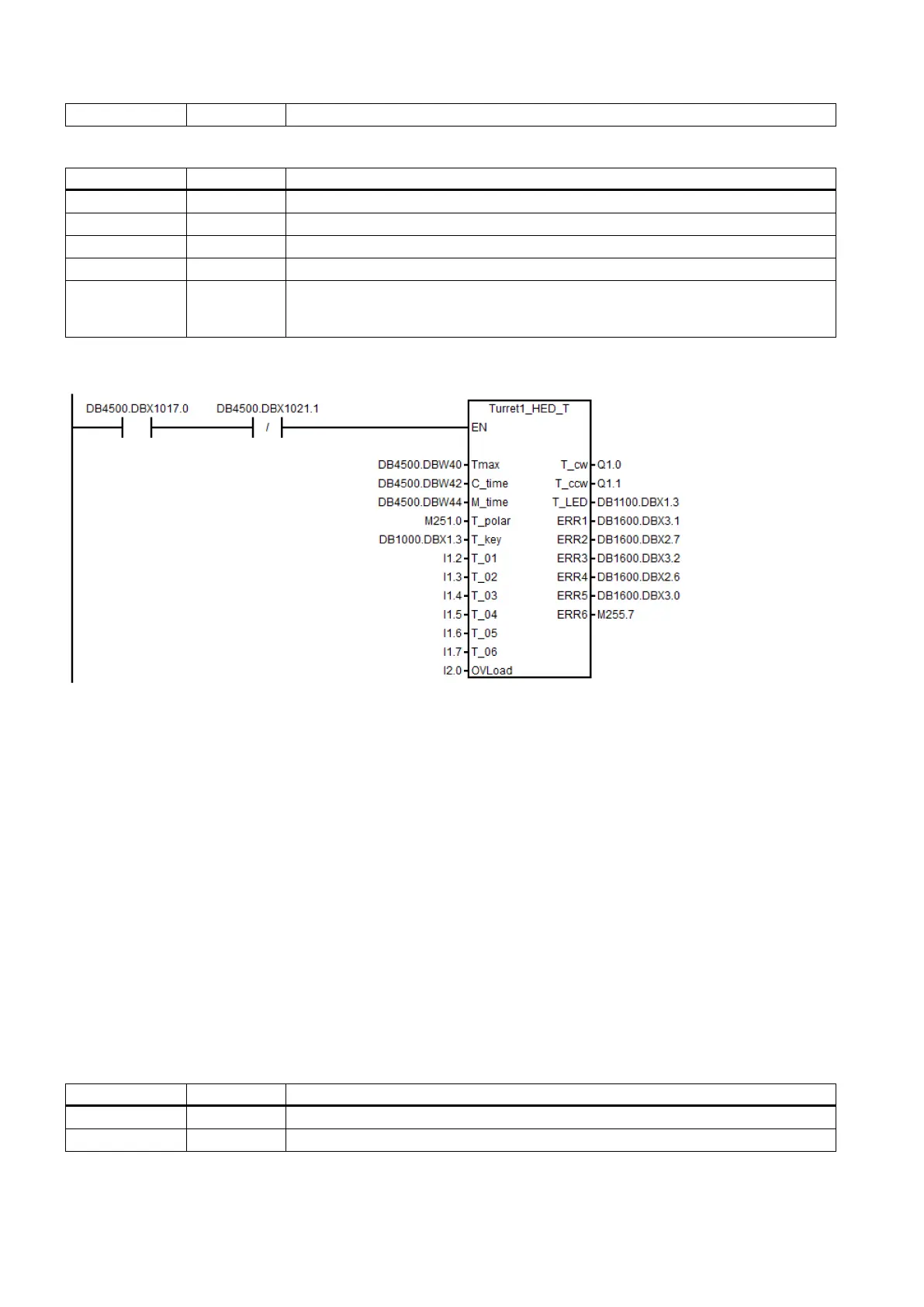
Clamping timer for turret 1
Relevant PLC machine data
14510 [20] - Max. tool number (4 or 6)
Monitoring time for tool searching
Activating the turret function of a turning machine
14512 [21].1 - Switch of the I/O interface (0: set I0.0 to I2.7/Q0.0 to Q1.7 as the standard I/O wiring in
the default PLC; 1: set I6.0 to I8.7/Q4.0
to Q5.7 as the standard I/O wiring in the default
PLC)
Example for calling subroutine 51
Subroutine 52 - Turret2_BIN_T (turret with binary coding function)
Purpose
Subroutine 52 is used to control the turret with encoder positioning signals and function of dual-direction adjacent tool
change. Contact the turret vendor for the working theory and the timing diagram of a tool change.
During a tool change, the NC interface signals "Read-in disable" (
) and "Feedhold" (
) are
set, so the part program can continue running only after the tool change action.
The turret position action is forbidden in case of an emergency stop, turret motor overload or program test/simulation.
This subroutine can activate the following alarms:
● Alarm 700022: Turret motor overload
● Alarm 700023: Programmed tool number higher than the max. tool number of the turret
● Alarm 700024: Wrong setting of the max. tool number for the turret
● Alarm 700026: Not able to find expected tool in monitor time
● Alarm 700011: Not able to lock tool in expected time
Local variable definition
Inputs
Total tools on the turret
Tool lock monitor time (unit: 0.01s)

 Loading...
Loading...


















