Multi-channel machining
10.2 Multi-channel support
Turning
636 Operating Manual, 01/2015, 6FC5398-8CP40-5BA2
In order to structure programs in order to achieve a higher degree of transparency when
preparing for the synchronized view, you have the possibility of combining several blocks (G
code and/or ShopTurn machining steps) to form program blocks.
● Before generating the actual program, generate a program frame using empty blocks.
● By forming blocks, structure existing G code or ShopTurn programs.
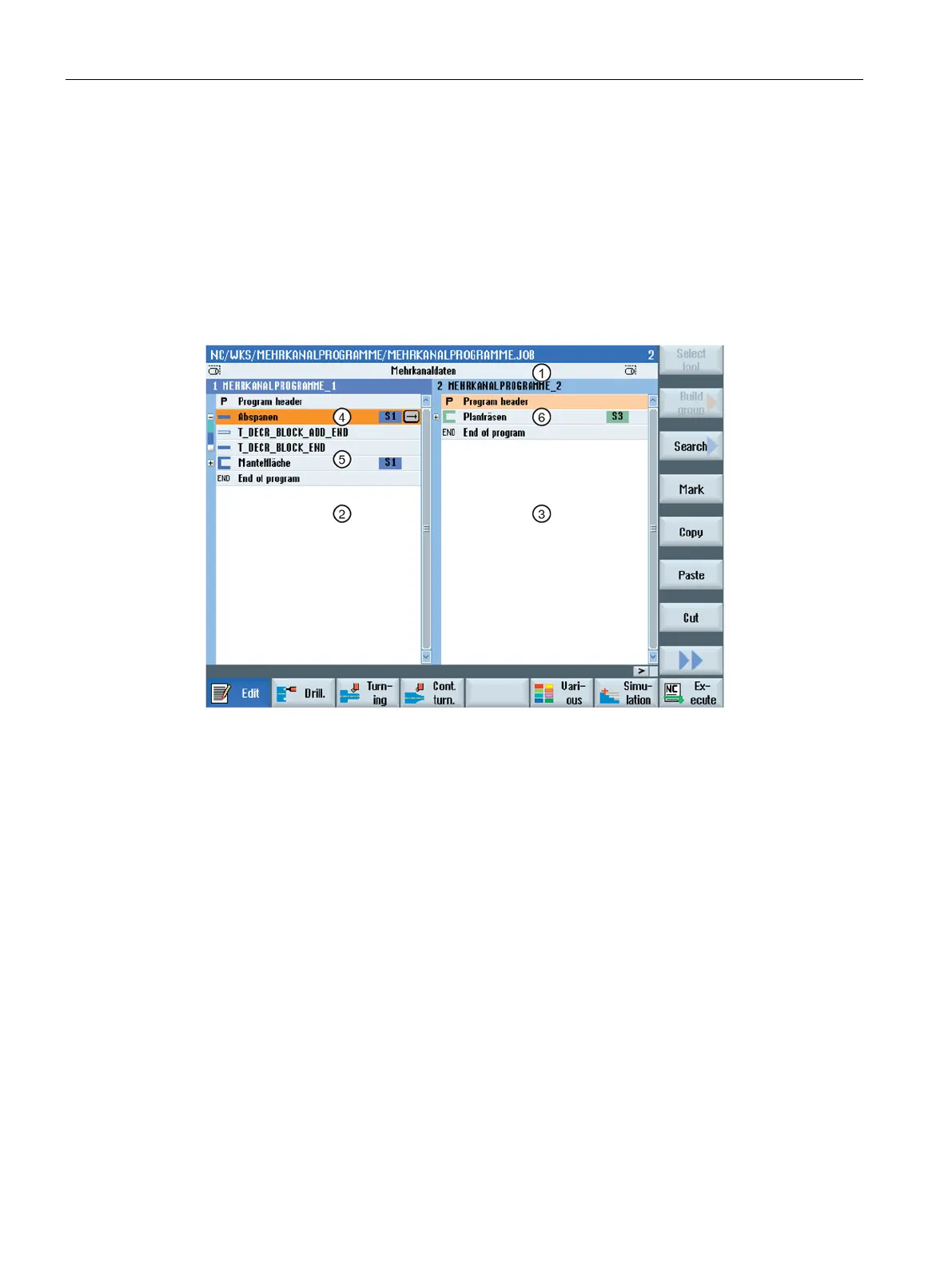
Cross-channel data from the "Multi-channel data" window.
"Multi-channel programs" program opened in channel 1.
"Multi-channel programs" program opened in channel 2.
4) Actual program with block name "Stock removal".
The program block has been opened and an Addit. run-in code has been activated.
The program block is assigned to the main spindle.
5) Program block with block name "Peripheral surface".
The program block is closed. In order to identify whether an Addit. run-in code is activated or
automatic retraction is activated, open the block using the <Cursor right> key.
6) Program block with block name "Face milling".
The program block is assigned to the counterspindle. The spindle assignment is color coded in
order to make a distinction.
Figure 10-1 Structured programs in the multi-channel editor

 Loading...
Loading...














