Programming technology functions (cycles)
9.7 Additional cycles and functions in ShopTurn
Turning
Operating Manual, 01/2015, 6FC5398-8CP40-5BA2
591
Programming a straight line
When you want to program a straight line in right-angled coordinates, you can use the
"Straight" function.
The tool moves along a straight line at the programmed feedrate or at rapid traverse from its
actual position to the programmed end position.
Alternately, you can implement the straight line with radius compensation. The radius
compensation acts modally, therefore you must deactivate the radius compensation again
when you want to traverse without radius compensation. Where several straight line blocks
with radius compensation are programmed sequentially, you may select radius
compensation only in the first program block.
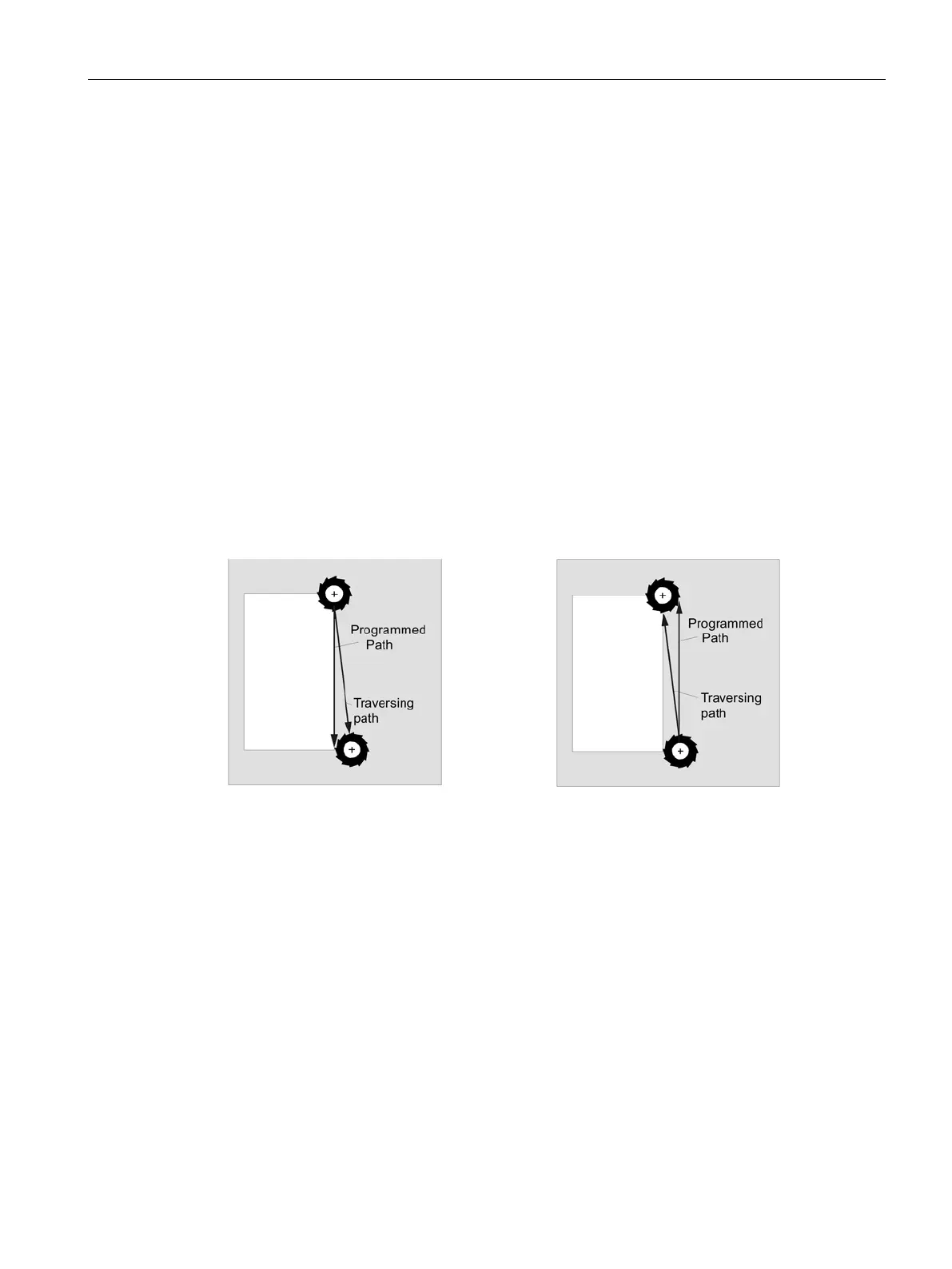
When executing the first path motion with radius compensation, the tool traverses without
compensation at the starting point and with compensation at the end point. This means that
if a vertical path is programmed, the tool traverses an oblique path. The compensation is not
applied over the entire traversing path until the second programmed path motion with radius
compensation is executed. The reverse effect occurs when radius compensation is
deactivated.
Straight line when selecting radius compens
a-
when deselecting radius com-
If you want to prevent deviation from the programmed path, you can program the first
straight line with radius compensation or with deactivated radius compensation outside the
workpiece. Programming without coordinate data is not possible.