Programming technology functions (cycles)
9.3 Contour turning
Turning
Operating Manual, 01/2015, 6FC5398-8CP40-5BA2
393
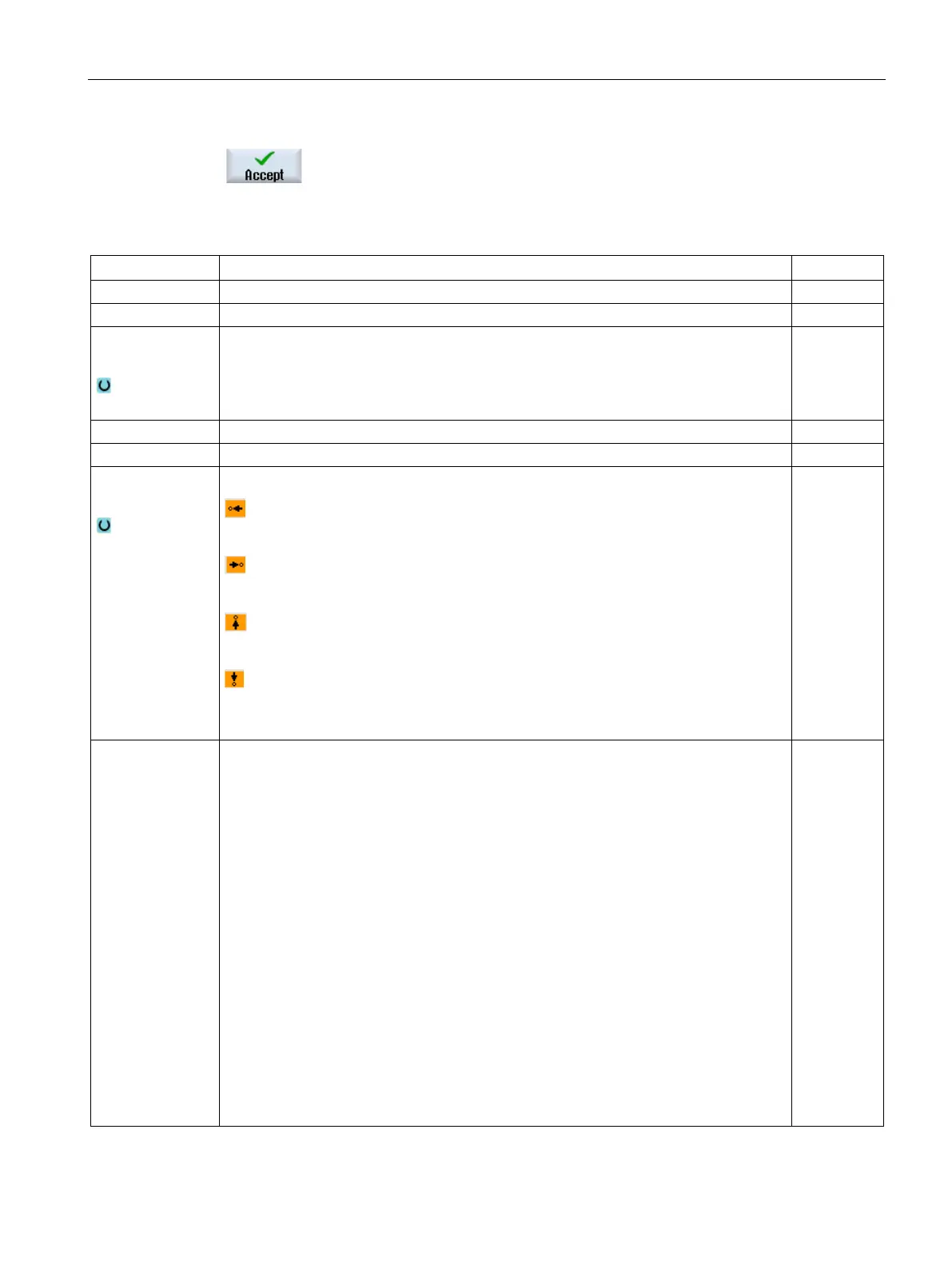
Press the "Accept" softkey.
The input window for the starting
point of the contour appears.
Enter the individual contour elements (see Section "Creating contour
elements").
Transition to con-
tour start
Type of transition
• Radius
• Chamfer
FS=0 or R=0: No transition element
Transition to following element – radius
Transition to following element – chamfer
Direction in front
of the contour
Direction of the contour element towards the starting point:
• In the negative direction of the horizontal axis
• In the positive direction of the horizontal axis
• In the negative direction of the vertical axis
• In the positive direction of the vertical axis
Additional com-
mands
You can enter additional commands in the form of G code for each contour element.
You can enter the additional commands (max. 40 characters) in the extended parame-
ter screens ("All parameters" softkey). The softkey is always available at the starting
point, it only has to be pressed when entering additional contour elements.
You can program feedrates and M commands, for example, using additional G code
commands. However, carefully ensure that the additional commands do not collide with
the generated G code of the contour and are compatible with the machining type re-
quired. Therefore, do not use any G code commands of group 1 (G0, G1, G2, G3), no
coordinates in the plane and no G code commands that have to be programmed in a
separate block.
The contour is finished in continuous-path mode (G64). As a result, contour transitions
such as corners, chamfers or radii may not be machined precisely.
If you wish to avoid this, then it is possible to use additional commands when program-
ming.
Example: For a contour, first program the straight X parallel and then enter "G9" (non-
modal exact stop) for the additional command parameter. Then program the Z-parallel
straight line. The corner will be machined exactly, as the feedrate at the end of the X-
parallel straight line is briefly zero.
The additional commands are only effective for finishing!
 Loading...
Loading...















