HEIDENHAIN MANUALplus 620 243
4.16 Tools, Compensations
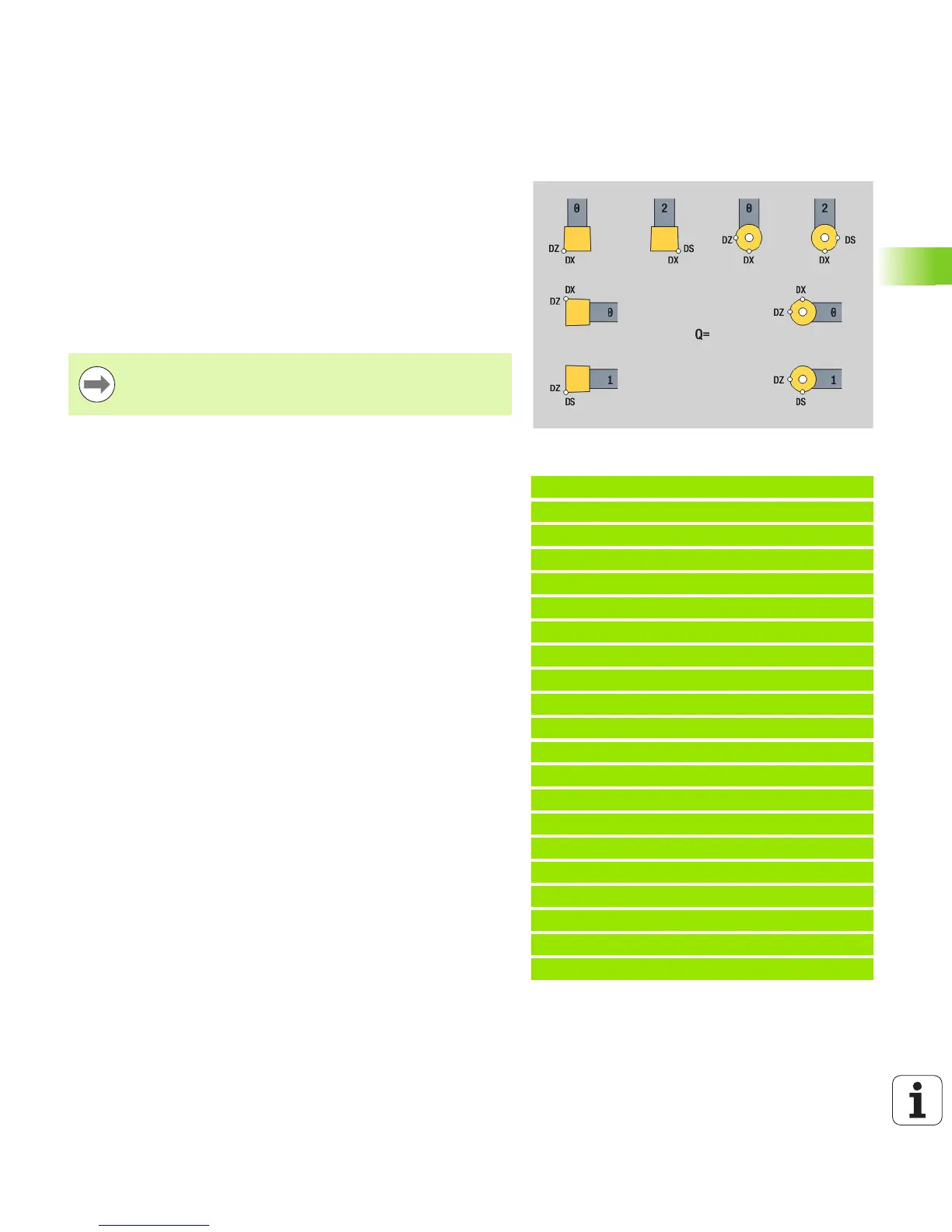
Correction of cut (switching the tool edge
compensation) G148
G148 defines the values compensating for wear. DX, DZ become
effective after program start and after a T command.
Example: G148
. . .
N1 T3 G95 F0.25 G96 S160 M3
N2 G0 X62 Z2
N3 G0 Z-29.8
N4 G1 X50.4
N5 G0 X62
N6 G150
N7 G1 Z-20.2
N8 G1 X50.4
N9 G0 X62
N10 G151 [recessing finishing]
N11 G148 O0 [change compensation]
N12 G0 X62 Z-30
N13 G1 X50
N14 G0 X62
N15 G150
N16 G148 O2
N17 G1 Z-20
N18 G1 X50
N19 G0 X62
. . .
Parameters
Q Selection (default: 0)
O=0: DX, DZ active—DS inactive
O=1: DS, DZ active—DX inactive
O=2: DX, DS active—DZ inactive
The cycles G860, G869, G879, G870, G890 automatically
take the “correct” wear compensation into account.

 Loading...
Loading...





