314 ISO Programming
4.25 Lateral Surface Machining
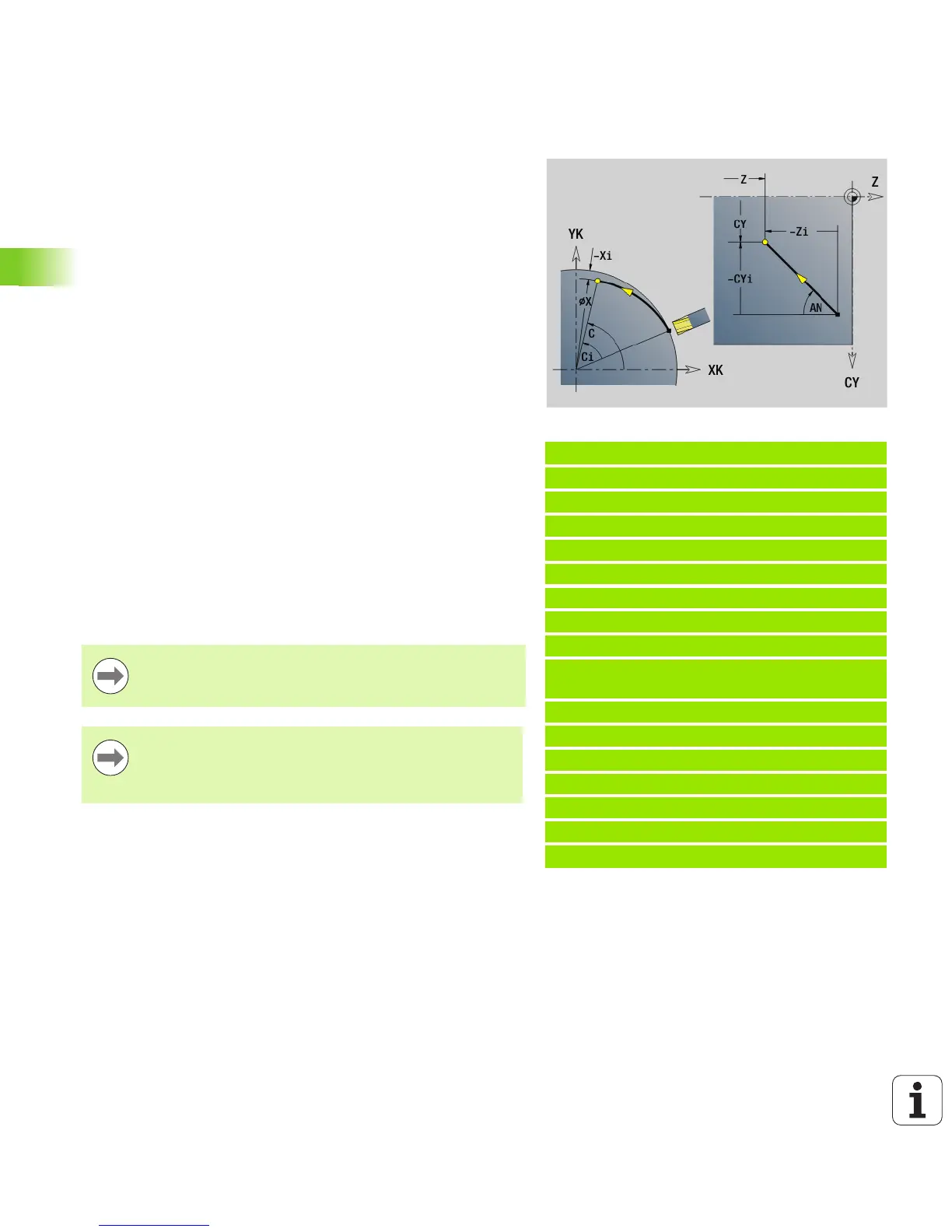
Linear path on lateral surface G111
G111 moves the tool on a linear path at the feed rate to the “end
point.”
Example: G111
. . .
[G111, G120]
N1 T8 G197 S1200 G195 F0.2 M104
N2 M14
N3 G120 X100
N4 G110 C0
N5 G0 X110 Z5
N6 G41 Q2 H0
N7 G110 Z-20 CY0
N8 G111 Z-40 [linear path on lateral
surface]
N9 G113 CY39.2699 K-40 J19.635
N10 G111 Z-20
N11 G113 CY0 K-20 J19.635
N12 G40
N13 G110 X105
N14 M15
. . .
Parameters
Z Final point
C Final angle—for angle direction, see help graphic
CY Final point as linear value (referenced to unrolled reference
diameter G120)
X Final point (diameter value)—(default: current X position)
Parameters for contour description (G80)
AN Angle to positive Z axis
BR Chamfer/rounding. Defines the transition to the next contour
element. When entering a chamfer/rounding, program the
theoretical end point.
No entry: Tangential transition
BR=0: No tangential transition
BR>0: Rounding radius
BR<0: Width of chamfer
Q Point of intersection. End point if the line segment intersects
a circular arc (default: 0):
Q=0: Near point of intersection
Q=1: Far point of intersection
Using the parameters AN, BR and Q is only allowed if the
contour description is concluded by G80 and used for a
cycle.
Programming:
Z, C, CY: Absolute, incremental, or modal
Program either Z–C or Z–CY

 Loading...
Loading...





