284 ISO Programming
4.21 Undercut Cycles
4.21 Undercut Cycles
Undercut cycle G85
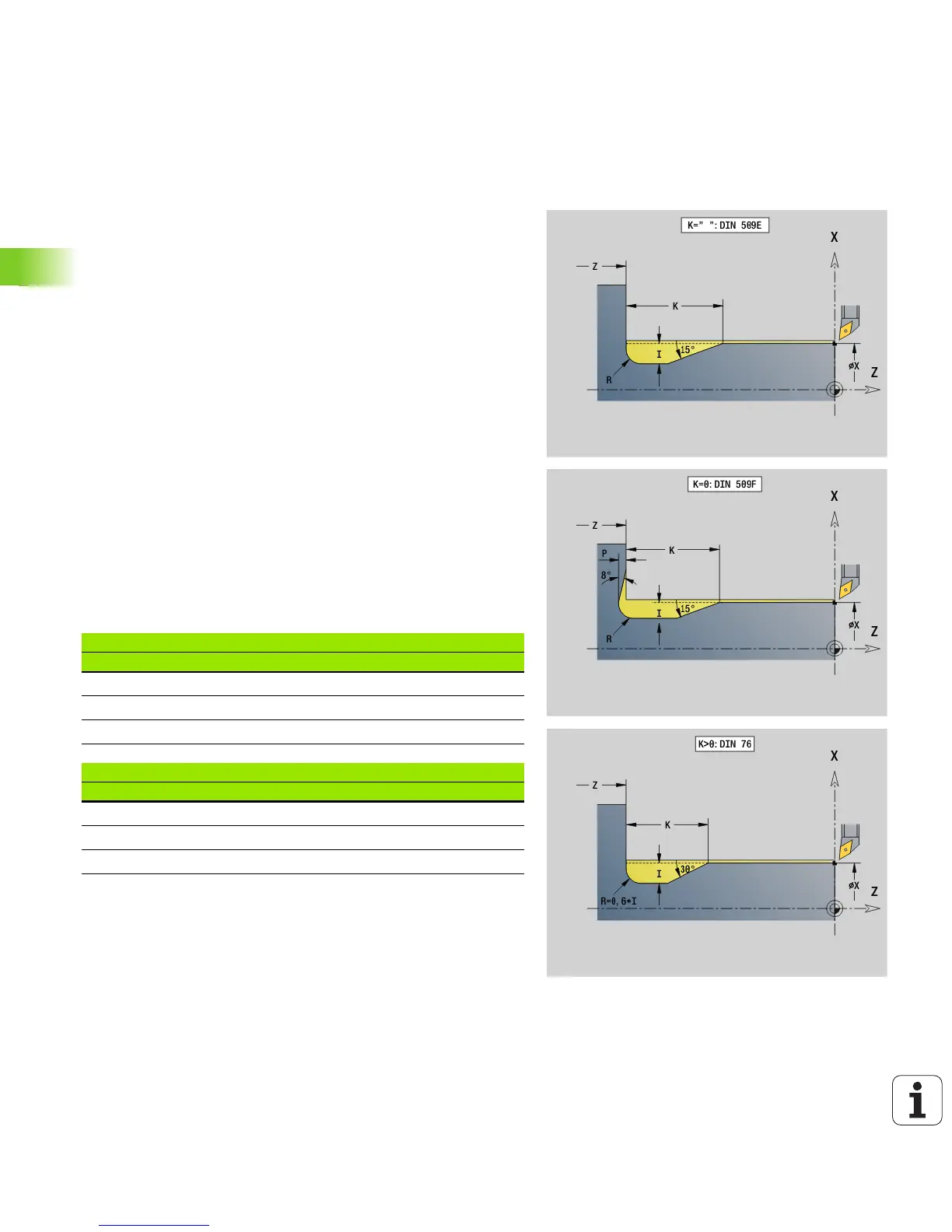
With the function G85, you can machine undercuts according to DIN
509 E, DIN 509 F and DIN 76 (thread undercut).
G85 machines the adjoining cylinder if you position the tool to
diameter X “in front of” the cylinder.
The undercut rounding arcs are executed with the radius 0.6 * I.
I = undercut depth
K = undercut width
R = undercut radius
P = face depth
Undercut angle for undercuts according to DIN 509 E and F: 15°
Transverse angle for an undercut according to DIN 509 F: 8°
Parameters
X Target point (diameter)
Z Target point
I Depth (radius)
DIN 509 E, F: Grinding oversize (default: 0)
DIN 76: Undercut depth
K Undercut width and type of undercut
K No input: DIN 509 E
K=0: DIN 509 F
K>0: Undercut width for DIN 76
E Reduced feed for machining the undercut (default: active feed
rate)
Parameters for undercut DIN 509 E
Diameter I K R
<= 18 0.25 2 0.6
> 18 – 80 0.35 2.5 0.6
> 80 0.45 4 1
Parameters for undercut DIN 509 E
Diameter I K R P
<= 18 0.25 2 0.6 0.1
> 18 – 80 0.35 2.5 0.6 0.2
> 80 0.45 4 1 0.3

 Loading...
Loading...





