74 smart.Turn Units
2.5 Units—Drilling in C axis
"Circular pattern drilling, lateral surface" unit
This unit machines a circular hole pattern on the lateral surface of the
workpiece.
Unit name: G74_Cir_Mant_C / Cycle: G74 (see page 299)
Access to the technology database:
Machining operation: Drilling
Affected parameters: F, S
Pattern form
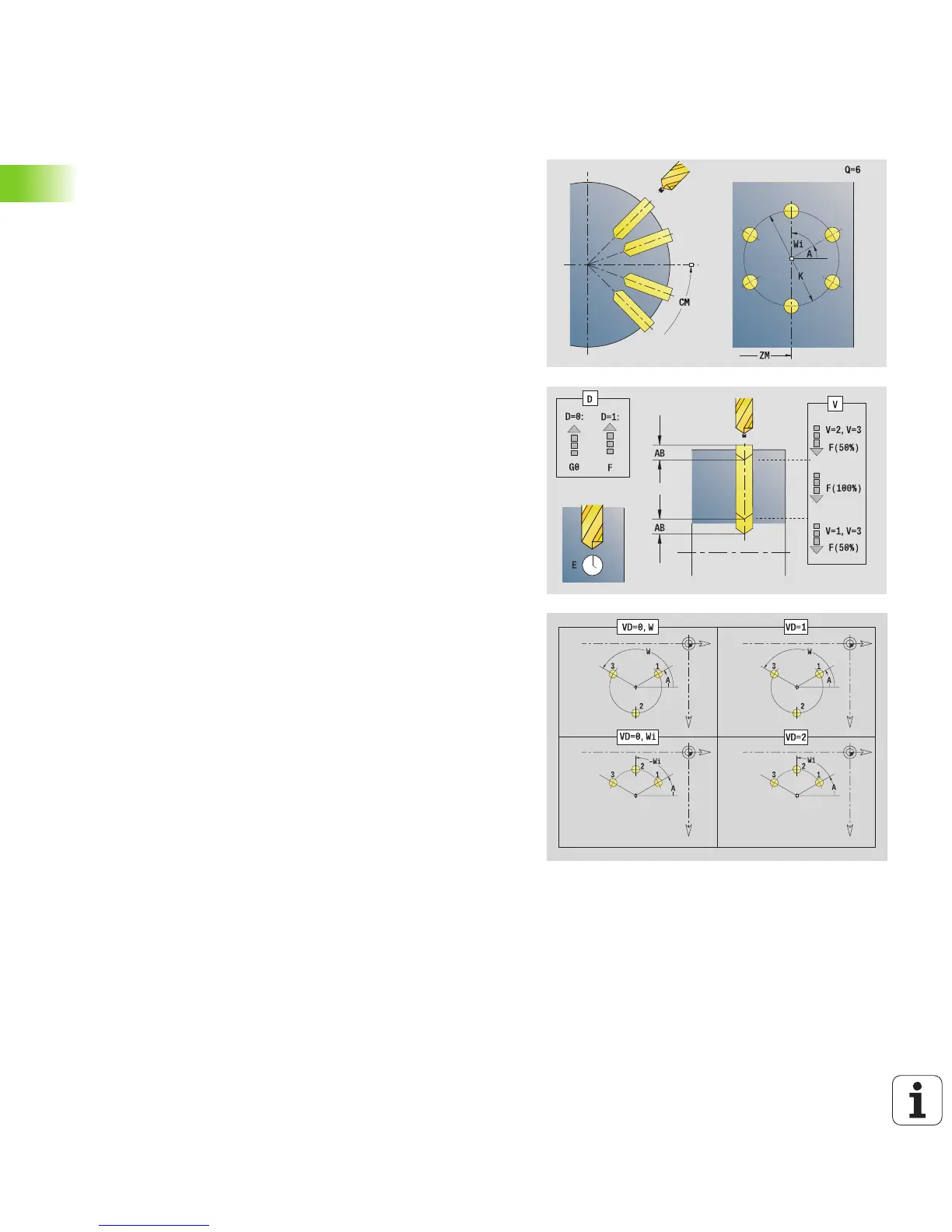
Q Number of holes
ZM, CM Center point of pattern
A Start angle
Wi Angle increment
K Pattern diameter
W Final angle
VD Rotation direction (default: 0)
VD=0, without W: Figures are arranged on a full circle
VD=0, with W: Figures are arranged on the longer
circular arc
VD=0, with Wi: The algebraic sign of Wi defines the
direction (Wi<0: clockwise)
VD=1, with W: Clockwise
VD=1, with Wi: Clockwise (algebraic sign of Wi has no
effect)
VD=2, with W: Counterclockwise
VD=2, with Wi: Counterclockwise (algebraic sign of Wi
has no effect)
Cycle form
X1 Start point drill (starting point of hole; diameter value)
X2 End point drill (end point of hole; diameter value)
E Delay (dwell time at end of hole) (default: 0)
D Retraction at:
0: Rapid traverse
1: Feed rate
V Feed rate reduction:
0: Without reduction
1: At end of the hole
2: At start of the hole
3: At start and end of the hole
AB Spot drilling / through drilling length (distance for feed rate
reduction)
P 1st hole depth (1st drilling depth)
IB Hole depth reduction value
JB Minimum hole depth

 Loading...
Loading...





